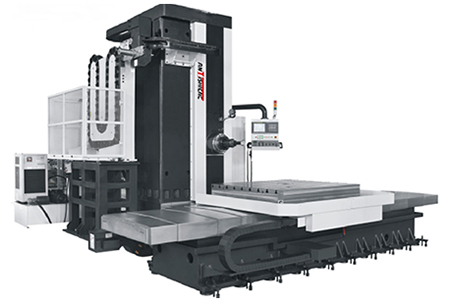

TK160T3 CNC Horizontal Boring and Milling Machining Center
X-axis travel : 3000mm
Y-axis travel : 2500mm
Z-axis travel : 1500mm
W-axis travel : 900mm
No installation required
Simple operation
Support video teaching
1 Year for machinery warranty
On Stock
Email : contact@antsmachine.com
(your request will be responsed within 1 hour.)
Technical Parameter :
| Description/Machine Model | Unit | TK160T3 | |
| Motor spindle | |||
| Spindle motor | kW | 30/37 | |
| Spindle speed | rpm | 35-2000 | |
| Spindle speed change | Gear | ||
| Spindle inner cone hole | ISO50(BT50) | ||
| W-axis diameter | mm | 160 | |
| Maximum spindle torque | Nm | 3675 | |
| Scope of work | |||
| X-axis stroke | mm | 3000 | |
| Y-axis stroke | mm | 2500 | |
| Z-axis stroke | mm | 1500 | |
| W-axis stroke | mm | 900 | |
| Distance from spindle center to workbench | mm | 50-2550 | |
| Rotating ktable | |||
| table size | mm | 2500×2500 | |
| Maximum load capacity of table | kg | 20000 | |
| Minimum rotation angle of table | ° | 0.001 | |
| Feed | |||
| Rapid feed rate | X-axis | mm/min | 10,000 |
| Y-axis | mm/min | 10,000 | |
| Z-axis | mm/min | 10,000 | |
| W-axis | mm/min | 4,000 | |
| Workbench speed | rpm | 1 | |
| Cutting feed rate | X-axis | mm/min | 6,000 |
| Y-axis | mm/min | 6,000 | |
| Z-axis | mm/min | 6,000 | |
| W-axis | mm/min | 2,000 | |
| Minimum input unit | mm | 0.001 | |
| Pulling nail specifications | BT50-45° | ||
| Accuracy | |||
| X axis positioning accuracy/entire length | mm | 0.025(Full closed-loop) | |
| Y axis positioning accuracy/entire length | mm | 0.025(Full closed-loop) | |
| Z axis positioning accuracy/entire length | mm | 0.020(Full closed-loop) | |
| W axis positioning accuracy/entire length | mm | 0.020(Semi closed loop) | |
| B axis positioning accuracy | ″ | 15(Full closed-loop) | |
| X axis repeated positioning accuracy | mm | 0.020 | |
| Y/Z/W axis repeated positioning accuracy | mm | 0.015 | |
| B axis repeated positioning accuracy | ″ | 8 | |
| Others | |||
| Cover an area | Length × Width | mm | 9500×9200 |
| Height | mm | 6000 | |
| Machine weight (approximately) | kg | 40,500 | |
| CNC system | FANUC 0I-MF(1) | ||
| Tool magazine | |||
| Tool capacity | 24 | ||
| Maximum tool weight | kg | 25 | |
| Maximum tool length | mm | 400 | |
| Maximum tool diameter (full tool) | mm | 125 | |
| Maximum tool diameter (adjacent to empty tool) | mm | 250 | |
Resources & Downloads:
TK160T3 CNC Horizontal Boring and Milling Machining Center Product Introduction :
1.Technical description
XYZ-axis hard rail, spindle motor 30/37kW; equipped with 2500 × 2500mm one thousandth degree CNC turntable, bearing 20t; equipped with X/y/z/b four-axis grating; equipped with FANUC 0I-MF (1) CNC system. Taiwan first-class quality standards, 24-hour non-stop high-efficiency processing.
This horizontal milling and boring machine is a CNC machine tool developed by absorbing advanced manufacturing technology from abroad. After multiple improvements and upgrades, it has now formed a relatively complete modular series of products. This product has mature technological means, stable product quality, and its technical indicators and software and hardware configurations are at the international advanced level. It is a high-end product in the CNC category.
The machine tool has various processing functions such as boring, milling, drilling (drilling, expanding, hinge), threading (rigid tapping), spot milling, turning, etc. The excellent CNC system also enables the machine tool to have linear interpolation, circular interpolation, and four-axis linkage functions. The CNC rotary worktable can achieve multi process machining of hole groups, hole systems, and planes on four surfaces with one clamping of the workpiece. Horizontal milling and boring machines are widely used in various general machinery processing industries such as aviation, aerospace, shipbuilding, transportation, railways, military industry, energy, wind power, nuclear power, heavy-duty, metallurgy, mining, engineering machinery, petrochemical machinery, internal combustion engines, water pumps, etc. They are the key preferred equipment for processing parts such as box bodies, shells, and machine bases.
2.Main structure
Following the original design philosophy of Nomura Manufacturing in Japan, the static and dynamic rigidity of the body is analyzed from the Kraft flow to the Finite Element Method, ensuring that the machine tool maintains maximum load and minimum deformation, while suppressing vibration to ensure machining accuracy. The entire casting is processed and manufactured in Taiwan, with strict quality control. The high-strength mihanna cast iron and fully supported T-shaped dynamic column design not only improve machining accuracy, but also ensure the durability and reliability of the machine.
The machine tool is a single column, side hanging box; The workbench and its slide seat move on the horizontal bed body (X-axis coordinate), the spindle box moves vertically along the column guide rail (Y-axis coordinate), and the column is fixed on the slide seat and moves along the vertical bed guide rail (Z-axis coordinate); Layout the bed in T font. The CNC worktable rotates 360 degrees (B coordinate), and the spindle (boring axis) (W coordinate) moves within the milling axis.
3.X-axis three-line rail, YZ-axis hard rail
X-axis three-line rail, YZ-axis hard rail, and all castings are precision machined after secondary annealing. The surface of the guide rail is subjected to medium frequency wave heat treatment, with a hardening depth of 3mm and a hardness of HRC 50 ± 2 ° C. After high-precision surface grinding, each rail can be assembled online only after being measured by a precision optical laser instrument (Auto crossmeter). The relative sliding surface adopts Japanese Turcite wear-resistant plates combined with precision grade chisels, creating excellent, reliable, and durable precision for the track, and providing the rigidity and stability required for heavy cutting.
4.Head (patented structure)
Main spindle power torque diagram:
All components of the main spindle box are self-produced, and the bearings are made of Japanese NSK precision grade, paired with European gearboxes. Each main spindle box undergoes strict independent inspection from the machining of the spindle shaft to the expansion and contraction of the outer cylinder (0.006-0.012mm), and each process undergoes precision inspection. An accuracy inspection table is prepared and shipped with the machine for quality traceability. After each spindle box is assembled, it must undergo a complete 96 hour temperature rise running in test to ensure that the bearing preloading and assembly accuracy meet the specifications. Each spindle unit, under strict control, achieves high precision with an overhang of 300mm and a deviation of ≤ 0.010mm, and a total overhang of 700 ≤ 0.025 sag.
5.B-axis workbench unit
When the turntable is working, the control system sends a start signal. Firstly, the hydraulic cylinder is clamped to release the oil inlet, and the piston rises. The servo motor drives the worktable to rotate through the worm gear and worm gear pair. When it turns to the desired position, the servo motor stops rotating and simultaneously sends a brake command. The clamping port of the hydraulic cylinder is filled with oil, and the pressure electrical device sends a brake signal. The worktable indexing work is completed (with an appropriate delay for safety reasons), The main engine starts working (note: when the main engine is working, the brake port should be continuously lubricated to ensure reliable braking)
6.Column
The high-quality mihanna cast iron body adopts a high-strength arch bridge auxiliary structure inside, which improves the rigidity of the column by 27%. It undergoes two electric furnace aging and two vibration aging to ensure long-term seismic resistance without deformation.
7.Hydraulic system
The hydraulic system functions include automatic unclamping of the spindle, balance cylinder of the ram, etc. The system adopts integrated installation to ensure the reliability of the entire machine’s movement and facilitate maintenance.
8.Lubricating system
The guide rail and screw of the entire machine are equipped with a quantitative lubrication system, which can adjust the oil supply cycle and amount at each lubrication point, and achieve fully automatic centralized lubrication through electrical system control.
9.Cooling system
The constant temperature cooling system can effectively cool the spindle system,ensuring the accuracy and stability of the main movement of the machine tool; The tool cooling system, namely the cutting fluid device and cutting air blowing device, can timely remove the heat generated during the machining process.
10.Chip removal device
A set of spiral chip conveyor is distributed on both sides of the workbench, and the equipment is equipped with a lifting chain plate chip conveyor and a chip conveyor car at the end.
11.Other configuration instructions
The work area is equipped with lighting to adapt to night work.
The machine tool is equipped with three color lights, which provide three types of information: program operation, completion of work cycle, and fault alarm.
12.Casting
Casting: optimal cast iron: professional large factory, high-quality pig iron, electric furnace annealing.
Stress relief: electric furnace first annealing – natural aging (4-6 months) – vibration aging (4 hours) – rough machining – electric furnace second annealing – semi fine machining – natural cooling for 3 days – vibration aging (4 hours – fine machining)
Standard configuration
| NO. | Standard accessory specifications | Number |
| 1. | Centralized automatic lubrication system | 1 |
| 2. | Splash protection cover and manual door | 1 |
| 3. | Cutting fluid cooling pump and water tank | 1 |
| 4. | Hand pulse box | 1 |
| 5. | Pneumatic device | 1 |
| 6. | Hydraulic device | 1 |
| 7. | Automatic power outage device | 1 |
| 8. | Work lights | 1 |
| 9. | Warning lights | 1 |
| 10. | Foundation bolts and horizontal adjustment screws | 1 |
Main purchased parts
| NO. | Project | Brand | Place of production |
| 1. | CNC system | FANUC | Japan |
| 2. | Spindle motor | FANUC | Japan |
| 3. | X/Y/Z axis servo motor | FANUC | Japan |
| 4. | Ball screw | THK | Japan |
| 5. | Bearings for ball screws | NSK | Japan |
| 6. | Grating ruler | FAGOR | Spain |
| 7. | Spindle oil cooling device | TNP | Joint venture |
| 8. | Electric cabinet air conditioning | Laber | China |
| 9. | Automatic lubrication device | HERG | China |
| 10. | Telescopic cover | Xinweixv | China |
| 11. | Spindle | Technology of Taiwan China | |
| 12. | Coupling | Mikipulley | Japan |
| 13. | Hydraulic unit | Aishun | China |
| 14. | Transformer | Xingwen | China |
| 15. | Pneumatic | Airtag | Taiwan, China |
| 16. | Balance valve | Dikin/Yuken | Japan |
| 17. | Other electronic components | SCHNEIDER/OMRON | France/Japan |
Get The Required Product Quotation As Quickly As Possible
If possible, Given detailed request helps to gain better-matched customized solution. Thanks for your patience. your request will be responsed within 1 hours, kindly pay attention to your email please.
WHAT OUR CLIENTS SAY
Deliver good machines, enjoy good life
In the fall of 2024, I ordered a CNC bandsaw machine from Shanghai ANTS Machine Equipment Co., LTD to be used in our handrail production factory. I can confidently verify the exceptional quality and functionality of this machine. It has proven to be a valuable addition to our production process. The professionalism of their sales, service and support team—especially Baccata—has been superb and greatly appreciated.
Because of my 100% satisfaction with this experience, I have recently purchased a CK6150 CNC Lathe from them and am already looking to purchase more equipment in the near future.
USA Bobby Kelly Purchase manager
We ordered three sets of machines from Shanghai ANTS Machine Equipment Co.,LTD to use for our production in 2021. Two sets of double columns gantry horizontal saw machine and one turret milling machine During testing, the machines were found to have 100% same performance dimensions as our request. These machines are working as expected ever since, without any problems.
Thank you for providing us with such reliable equipment and service support. We are looking forward to ANTISHI’s long-term cooperation.
SLOVAKIA Michal Štromajer Maintainence Manager
To Whom It May Concern,
We are pleased to write this letter of recommendation for ANTS Machine Equipment Co., from whom we purchased a lathe machine (Model: CWA61160x3000) in 2024. The machine has been operating reliably in our workshop, and we are satisfied with itsperformance and quality, The craftsmanship and technical standards are excellent, whichreflects the high manufacturing standards maintained by ANTS Machine. Throughout the sales and post-sales process, the team at ANTS Machine demonstrated greatprofessionalism, Their sales and technical support teams were responsive, knowledgeable, and consistently provided timely assistance whenever we had queries or needed information. Additionally, ANTS Machine was very supportive in organizing a witness test before the machinewas shipped from China, This level of transparency and customer service gave us addedconfidence in our purchase. Based on our experience, we highly recommend ANTS Machine Equipment Co. for any similarmachinery needs. We look forward to working with them again in the future.
SAUDI ARABIC Basha Joshy Purchase & Logistics
We are happy to share our positive experience with the CNC lathe purchased from Shanghai ANTS Machine Equipment Co., LTD. In our communication and cooperation process, we found the machine to be outstanding in multiple aspects. First, the appearance of the CNC lathe is very attractive, and everyone in our team likes its look. More importantly, in terms of functionality, our biggest concern was the way to clean out swarf and long chips. This lathe provides good solution by customising sheet metal for us, effectively solving our cleaning problem. The build quality of the machine has left a deep impression on our workers.
We are very satisfied with the performance, quality, and service of this CNC lathe. Based on this pleasant cooperation experience, we highly recommend ANTS Machine Equipment Co., LTD. We look forward to continuing long - term cooperation with ANTS in the future and believe that their equipment and services will bring more value to more customers.
UK Peter Hart General Manager
With this letter we recommend AN'TS Machine Equipment Co., LTD. as a good and reliable manufacturer and supplier of the equipment which is of high quality. In 2024 ANT'S Machine Equipment Co., LTD. supplied the CNC LATHE machine model CK6152E x 1000 for a very short time of produce. All the work was performed with high responsibility and quality. Commissioning was not demands because unpacking, connecting and using was very easy and comfortable. All questions were decided so fast like we are fell that their specialists stay near with you. In future we have a plan to purchase also machine but with another properties and targets.
We are grateful to ANT'S Machine Equipment Co, LTD. for the good job, cooperation and support.
RUSSIA CEO of LLC «POLYTRADE GROUP» Mr. Vitaly Karamyshev
To Whom It May Concern,
In 2023, i ordered a Vertical Machining Center VMC1275, Surace Grinder M7170A and CK6150CNC Lathe to be used in our production factory. I can confidentty verify the exceptional quality and functionality of this machine. it has proven to bea valuable addition to our production process. The professionalism of their sales, service andsupportteam has been supert and greatly appreciated. Because of my 100% satisfaction with this experience, l have recently purchased a Press Brake from them and am already looking to purchase more equipment in the near future.
Phillipines Raymond Estrada Maintenance Manager
To whomsoever it may concern;
In December 2021, we ordered one set Shaping machine from Shanghai ANTS Machine Equipment Co.,LTD to install in a newly build Georgian State Maritime academy, the machine should be used for a training purpose for marine mechanic students. During the testing, after proper installation of the machine performance was 100% in compliance with the requirements. Machine has a 1-year warranty, until now it shows high performance and we are satisfied with the purchase. Thank you for providing us with such reliable equipment and service support. We are looking forward to ANTISHI's long-term cooperation.
Georgia Konstantine Tskhvaradze Purchase manager
BelarusBasalai Aliaksandr Viktorovich Indiv idual Entrepreneur
Saudi Arabia EBARA PUMPS SAUDI ARABIA LLC
Russia Aleksei Kondrashov - ООО "СТИЛ"