


Wire EDM is a little-known manufacturing process that uses electrical discharges to vaporize metal in a highly controlled manner to produce some of the most complex parts with extremely tight fits and dimensions.
What’s a Wire EDM?

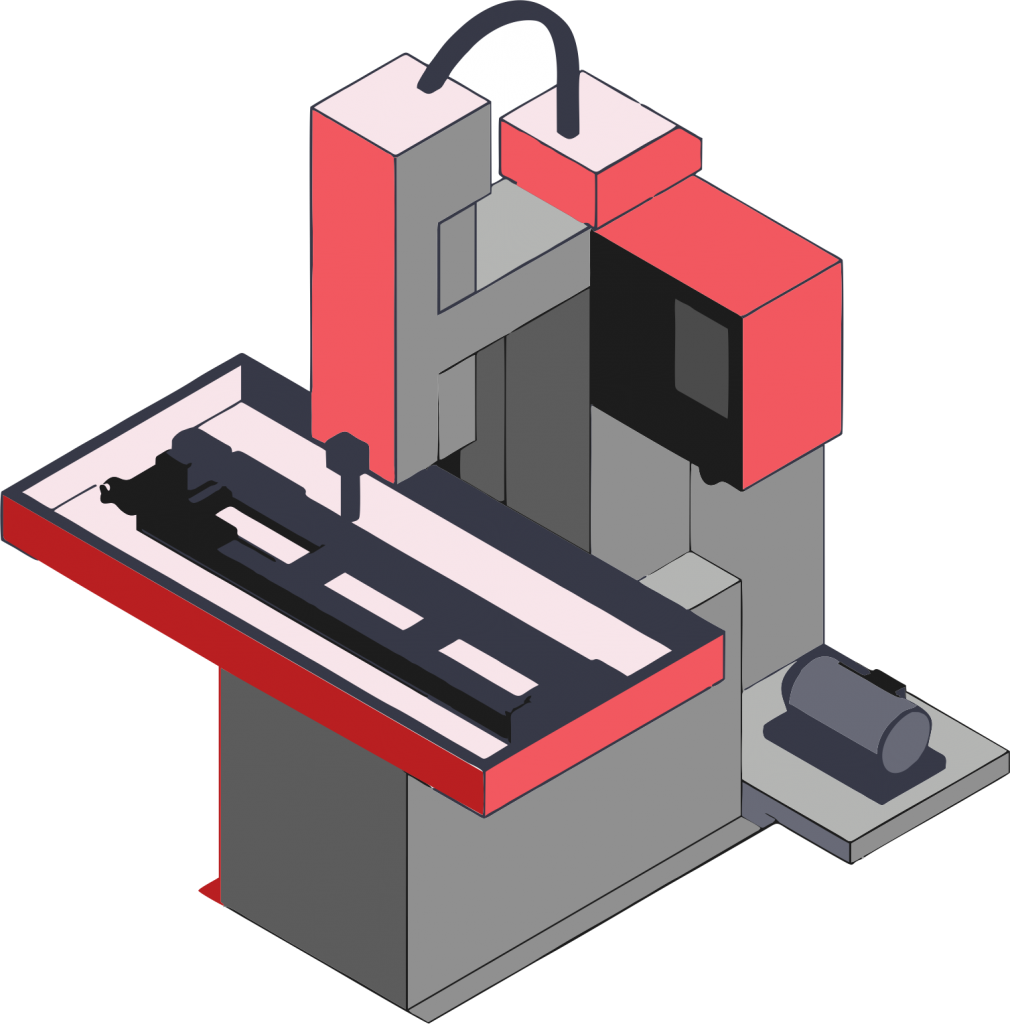
Wire EDM or Wire EDM is a manufacturing process in which material is removed by means of a conductive electrode in the shape of a thin wire and a grounded workpiece. A high discharge voltage is passed through the wire, which vaporizes immediately when immersed in a dielectric fluid. WEDM machines perform material reduction, but unlike traditional CNC, they do not cut metal. Instead, wire EDM machines precisely melt material from conductive workpieces.
What is the use of wire EDM?
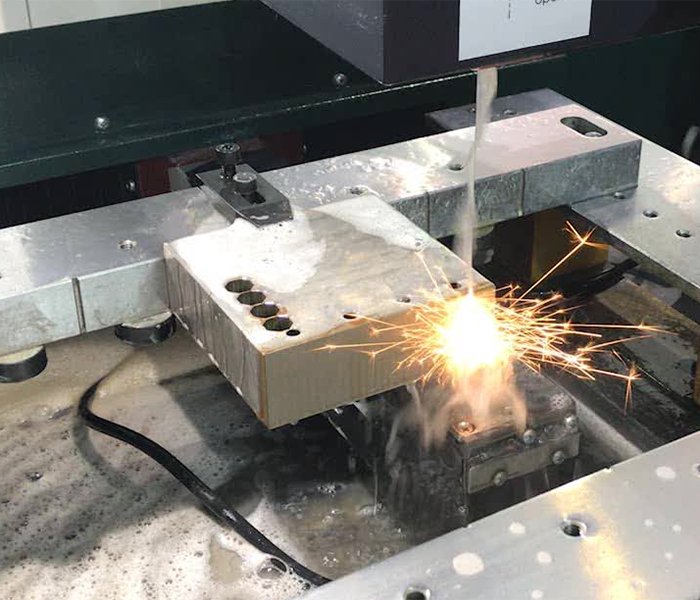
The wire EDM process follows the same principles as EDM. The WEDM process involves passing a brass wire with an electric current and high voltage through the workpiece. While the workpiece remains stationary, the cut is guided by a moving wire, which generates an electric spark when it gets close enough to the grounded workpiece. In other words, a very high voltage exists between the tool electrode and the part, and once contact is made, the circuit creates an electric spark, melting tiny pieces of metal in the process. The voltage in wire EDM is so high that the tool electrode (wire) never touches the metal and the charge jumps to the grounded part. The wire EDM process occurs in a dielectric fluid that controls the spread of the charge and flushes the corroded metal fragments away from the spark gap.
Wire cutting machines are able to process the same metal parts CNC machining as conventional machines. However, the parts, the machining process and the EDM wire cutting are different from conventional cutting tools.
Electrode
Wire cutting machines have two electrodes. The cathode is the wire that conducts the current and the anode holds the workpiece. This is usually accomplished by grounding the workpiece inside the wire cutter.
In the industry, they are called:
| Tool or wire electrode | Cutting wire made of conductive metal, usually brass (cathode)
Movement controlled by a machine |
| Workpiece electrode | Conductive material to be cut (anode)
The material is removed from the workpiece electrode using a discharge from the tool electrode. |
Wire
Wire is a cutting tool for EDM machines. There are different diameters of wire available to cut different thicknesses of workpiece material.
Wire cutters are capable of accurately cutting complex shapes up to 0.0001 inches. Intuitively, wire is 25 times thinner than a human hair. This close precision and tolerance is why wire cutting is also known as “0-tolerance machining”.
Wire and conductivity affect cutting speed. They also affect the surface finish, so different WEDM machines have different wires.
| brass wire | Brass is commonly used in wire-cutting machines because of its electrical conductivity. Brass is an alloy of zinc and copper that is cost-effective and suitable for a wide range of materials. |
| coating line | The coated wire is made of common brass or tungsten wire and coated with another metal (e.g. zinc). This is done primarily to increase cutting speeds, improve the life of the tungsten carbide tool, and increase wear resistance for mass production. |
| tungsten wire | Tungsten wire is used in wire EDM because it is a hard and tough electrode. The high tensile strength allows them to be used in wire EDM to cut hard materials with thicker gaps.
They have a better surface finish compared to brass wires, but are more expensive. |
Worktable
The table of the wire cutting machine is carefully designed. The material used is mostly cast iron or granite. It is the heaviest component in a wire cutting machine and minimizes vibration and unnecessary movement.
The table is also fitted with a vise or fixture for clamping the workpiece and is also fitted with a deionized water reservoir.
In a dynamic table, the table can be translated in the X, Y and Z axes using stepper motors, which control the movement via a numerical control. This results in tapered designs and complex shapes.
CNC control
WEDM machines have built-in CNC control, which controls axis motion, wire path and cutting feed. This is similar to any traditional CNC machine control and the process is fully automated.
| dielectric medium | The dielectric controls the spreading of charge during electrode contact. This prevents unnecessary cutting and unwanted metal evaporation.
Dielectric fluids also rinse away tiny pieces of melted metal and help achieve a smooth surface finish. Deionized water is the most common dielectric fluid. |
| Programmable power supply | Wire cutting machines have a unique power supply. Since the cutting method relies heavily on current and voltage, the power supply unit for wire EDM needs to regulate the voltage, frequency, and the amount of charge that contacts the workpiece.
Conventional power supplies provide constant power at a fixed voltage. |
WEDM Machining Material
Despite the high voltage and accuracy of wire EDM, the process is only worth the cost and complexity in a few industrial applications. These applications most often utilize the following materials.
| Aluminum sheet
|
Aluminum is a common metal that is machined using wire EDM. It is relatively softer than the others on the list, but wire EDM allows for tight tolerances, which is important for aluminum parts in the aerospace industry. |
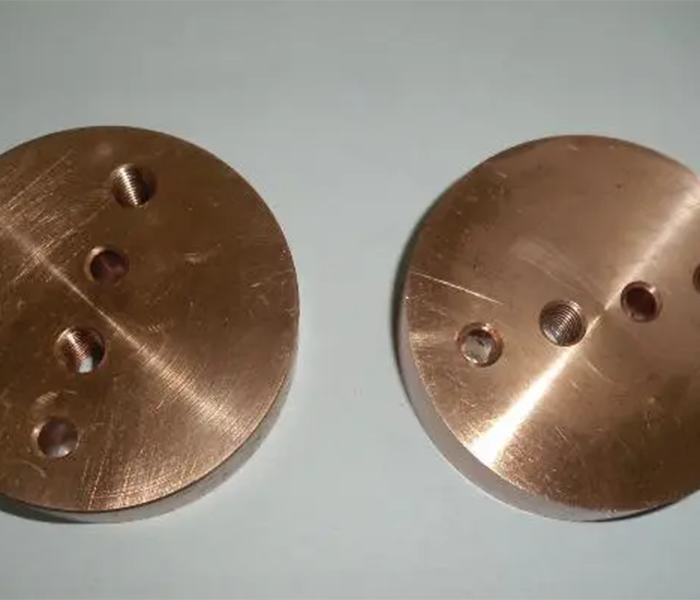
| Brass
|
Brass is essentially an electrically conductive material, made from copper and zinc. It is soft and can be easily cut into desired shapes.
However, it is not cost-effective to use electrical discharge machining on soft metals such as brass and aluminum. Such metals can be cut into the desired shape by conventional machining operations. |
| Steel plate
|
Steel (especially hardened steel) is the most commonly used material for wire EDM. Since steel is used in extrusion dies, injection molded inserts and precision tools, it is necessary to process steel using electrode wires.。 |
| Titanium
|
Titanium is a relatively difficult material to machine, but because it conducts electricity, it is often cut using Electrical Discharge Machining EDM. Since spark machining of large titanium workpieces generates a lot of heat, it is important to use appropriate flushing and dielectric fluids. |


WEDM processing
Wire EDM offers unmatched tolerances compared to CNC machining, laser cutting machines and plasma cutting machines. This is because wire EDM does not apply any mechanical force to the part, reducing the need for polishing and post-machining surface finishing.
What tolerances can be achieved with wire EDM?
EDM is capable of achieving precision tolerances up to ±0.001 mm and standard tolerances up to ±0.005 mm.
This precision allows WEDM to machine the complex shapes required for automotive parts, aircraft components and applications that rely on dimensional accuracy.
Why choose WEDM?
There are a number of reasons why manufacturers prefer the EDM process
| excellent value | Electrical Discharge Machining (EDM) is an expensive machining process, but it is cost-effective in many applications.
For jobs requiring high precision, complex geometries and increased throughput, EDM EDM is still cost-effective compared to standard CNC, which may require more man-hours, machines and different tool types. Material waste is minimal, which makes medium production runs dedicated to machining expensive materials cost-effective. It offers fast turnaround times and tooling costs are not high because it is just a wire. |
| Minimum distortion | Wire EDM is suitable for both hard and soft materials. Since no force is applied to the workpiece (spark erosion process), it is possible to cut and shape even the most fragile and thin metal parts. |
| Fast production speed | For prototyping and large-scale production, the wire EDM process provides fast turnaround times. This is due to
Short setup times and CNC programming control Excellent surface finish (no grinding and polishing required) Close tolerances (without any further tooling.) |
| Extremely high accuracy | The precision of the machining process is related to the cutting tool. Due to the EDM wire diameter of up to 0.01 millimeters, extremely high precision and accurate cutting can be achieved. |
| part complexity | Wire EDM is a highly modifiable machining process. It allows for angled alignments, staged parameter adjustments, and the ability to work in multi-axis planes. This allows wire EDM to reach the smallest details in the design of aerospace applications. |
Wire EDM Applications
| Aerospace industry | The aerospace industry is one area where wire EDM is used. Since complex parts with thin walls and tight cavities require soft cutting tools, fine wires with high precision offer the best solution.
This is important for applications such as turbine blades, where even the slightest difference in size or surface can lead to ground air operations. Other uses include micro-nozzles and engine components. |
| Healthcare industry | Wire EDM is widely used in medical device manufacturing. Dental implants and surgical instruments are just a few of the uses for wire EDM.
Dental implants utilize most EDM process applications because they are already small in size and require cutting tools with the smallest diameters for perfect alignment. |
| Service industry | Wire EDM is widely used in the mold making process. Plastic injection molding is a technique of filling a negative mold with molten plastic to produce millions of parts.
Due to the high throughput, WEDM can reliably and accurately process injection molds of the desired shape. |
| Electronics industry | When thinking of electronics, we often miss the tiny components inside these devices. Electrical components such as connectors, leadframes, and other micro-components mounted inside a housing are typically manufactured using wire-cut processing. |
Difference between EDM and WEDM EDM?

Essentially, the Electrical Discharge Machining (EDM) process and Wire Cut EDM work on the same principle. They both use spark machining to remove material, and different applications require different EDM manufacturing processes.
Wire EDM offers a free range of motion, better parameter tunability, axis control, and the ability to machine different shapes with the same tool (i.e., wire). Traditional EDM relies on different shaped tools that often have a limited range of motion and are slower when working with tapered designs and complex shapes.
Here are the main differences between EDM and WEDM.
| Electrode | Plain EDM uses diamond, round, cylindrical or disk shaped tool electrodes. The electrode translates along 3 axes, sparking and removing material as it contacts the workpiece.
Wire EDM uses a thin wire where the electrode and workpiece are immersed in a dielectric fluid that directs a spark and removes debris. |
| Accurate | Conventional EDM is not as accurate as wire EDM. this is mainly because the disc or diamond shaped electrodes are manufactured on a CNC machine, which limits their accuracy to that of the tool.
Wire EDM can be machined to diameters of less than 0.002 millimeters, which gives it an advantage in terms of accuracy. |
What other types of EDM processes are there?
| EDM machine
|
Sinker EDM works by using high voltage to etch conductive metals so that the workpiece achieves the desired shape. The electrode in sinker EDM is the positive image of the desired cut, which slowly sparks off the material and gives it the desired cut and shape.
The electrode is usually made of graphite and this EDM process is also known as open molding. |
| EDM Reaming Machine
|
The sole designated purpose of Drill EDM or Hole EDM is to etch precise holes in a workpiece. Hole EDM uses a tubular electrode to etch the base metal to form the hole. |
Summary
Wire EDM is an upgraded, more precise and versatile process of traditional EDM that uses high pressure to etch bits from conductive materials. It uses an EDM wire as an electrode to shape the workpiece in a dielectric fluid, removing debris from the spark gap and controlling the spark.
Wire EDM is primarily used in aerospace and medical device manufacturing, where a precise manufacturing process is critical to the accuracy and complexity of the shape. It is one of the most technologically advanced machining methods on the market, reducing material waste and making it cost-effective in its application. The only real drawbacks to wire EDM are wire burning or wire electrode breakage, these can also be recovered for further improvement.
If you have the need of EDM cutting, welcome to contact Shanghai ANTISHICNC team, we will have a person to match you.
Keywords: Wire Cutting, EDM, Metalworking