


Spline shaft is a kind of mechanical transmission. There is a longitudinal keyway on the surface of the shaft, and the rotating part on the shaft also has a corresponding keyway, which can keep synchronous rotation with the shaft, and some can also slide longitudinally on the shaft.
It is mainly used to transmit mechanical torque. It has the same function as flat key, semicircular key and oblique key, but in comparison, spline shaft can transmit greater torque and has better centering accuracy and guidance.
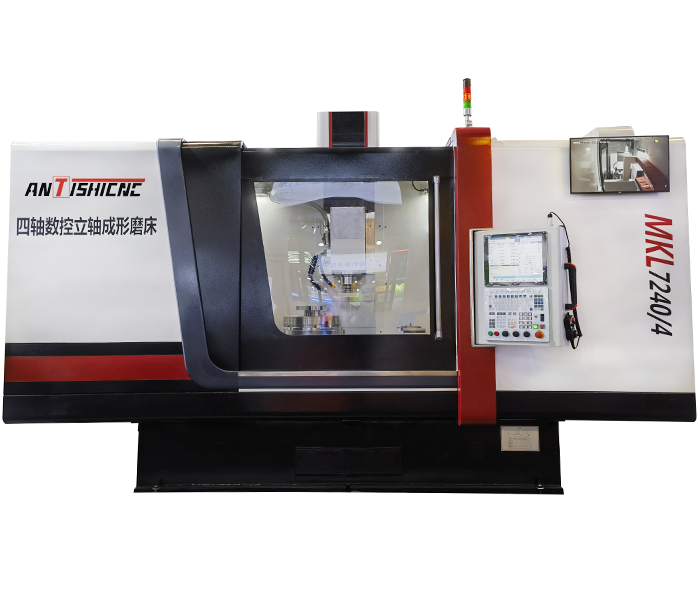
Recently, Shanghai ANTS Machine Equipment Co., Ltd. successfully received an oil developer from Ukraine. He wanted to use it to process the details of the factory’s production of oil and gas field equipment, oil product storage tanks, municipal special machinery and other equipment. According to the customer’s 2D and 3D drawings, a four-axis vertical CNC grinder—MKL7240/4 was matched. This machine tool is a four-axis CNC vertical spindle forming grinder, suitable for outer and inner grinding of circular workpieces, circular ring workpiece grinding, outer and inner grinding of flange-shaped workpieces, and inner and outer circle forming grinding, etc.
The following are the basic parameters of the MKL7240/4 4-axis vertical CNC grinding machine:
| Basic parameters | unit | MKL7240/4 |
| Workbench surface size (width * length) | mm | 40*1000 |
| Maximum grinding workpiece size (outer diameter * height) | mm | 40*1000 |
| Maximum longitudinal travel of the workbench | mm | 1050 |
| Longitudinal movement speed of the workbench | m/min | 0.02 ~ 15 |
| Maximum load-bearing weight of the workbench (including fixtures, etc.) | kg | 780 |
| Spindle motor power | kw | 15 |
Next, the engineers of ANTISHICNC will introduce you in detail the general process of processing spline shafts with four-axis vertical CNC grinders:
1.Preparation before processing
Drawing analysis and process formulation: Carefully read the design drawings of the spline shaft to clarify the type, precision requirements and surface quality requirements of the spline. According to the requirements of the drawings, combined with the performance and processing characteristics of the machine tool, formulate a reasonable processing technology, determine the grinding method (such as rough grinding, semi-finishing grinding, fine grinding, etc.), grinding parameters (grinding speed, feed speed, grinding depth, etc.) and processing sequence, etc.
Workpiece clamping and positioning: Select suitable fixtures, such as centers, chucks, etc., to clamp the spline shaft blank to be processed on the workbench of the CNC grinder. Through operations such as alignment, ensure that the axis of the spline shaft coincides with the C axis (rotation axis) of the machine tool, and the position of the workpiece is accurate to ensure processing accuracy.
Grinding wheel selection and installation: Select a suitable grinding wheel according to the material, hardness and processing requirements of the spline shaft. For example, for materials with higher hardness, grinding wheels with finer grain size and higher hardness can be selected; for spline shafts with high precision requirements, grinding wheels with good dressing performance can be selected. Correctly install the selected grinding wheel on the spindle of the grinder, and perform necessary balancing and debugging to reduce vibration during grinding.
Machine tool parameter setting: Enter the relevant parameters of the workpiece in the CNC system, such as the number of teeth, module, pressure angle, major diameter, minor diameter, etc. of the spline, as well as grinding process parameters such as grinding depth, feed speed, grinding wheel speed, etc. at each stage. At the same time, set the coordinate system of the machine tool and determine the workpiece zero point, etc.
2.Processing process
Rough grinding: Start the grinder, the grinding wheel rotates at the set speed, and the worktable drives the workpiece to move according to the programmed path. The grinding wheel first rough grinds the outer cylindrical surface of the spline shaft to remove most of the excess and approach the final size of the spline, but a certain amount of excess should be left for semi-finishing and fine grinding. During rough grinding, the grinding depth is large and the feed speed is relatively fast to improve processing efficiency.
Semi-finishing grinding: After the rough grinding is completed, semi-finishing grinding is carried out. At this time, the grinding depth and feed speed are appropriately reduced to further improve the dimensional accuracy and surface quality of the spline shaft and prepare for fine grinding. During the semi-finishing grinding process, it may be necessary to properly dress the grinding wheel according to the actual situation to maintain the sharpness and shape accuracy of the grinding wheel.
Fine grinding: After the semi-finishing grinding is completed, the fine grinding stage begins. During fine grinding, the grinding depth and feed speed are very small to obtain higher dimensional accuracy and surface finish. The grinding wheel grinds the tooth side, minor diameter and other parts of the spline shaft according to the precise programming path, so that the spline shaft can achieve the accuracy and surface quality required by the design. During the fine grinding process, the grinding condition needs to be closely observed, and the grinding parameters can be fine-tuned if necessary.
Grinding wheel dressing: During the entire processing process, since the grinding wheel will gradually wear during the grinding process, affecting the processing accuracy and surface quality, it is necessary to use a dresser to dress the grinding wheel in time according to the wear of the grinding wheel. The dresser can dress the surface of the grinding wheel into the required shape and size, and restore the sharpness and cutting performance of the grinding wheel.
3.Post-processing
Workpiece inspection: After processing, use measuring tools (such as calipers, micrometers, three-coordinate measuring instruments, etc.) to inspect the various dimensional parameters, form and position tolerances of the spline shaft to ensure that the processing accuracy meets the design requirements. At the same time, check the surface quality of the spline shaft for defects such as scratches and burns.
Workpiece disassembly and cleaning: Remove the processed spline shaft from the fixture, clean the grinding chips and grinding fluid and other impurities on the surface of the workpiece, and perform rust prevention on the workpiece, such as applying rust-proof oil.
Machine tool cleaning and maintenance: Clean the grinding chips and debris on the machine tool workbench, grinding wheel cover and other parts, and perform necessary maintenance on the machine tool, such as adding lubricating oil, checking the operation of each component, etc., to prepare for the next processing.
If you have any questions, please contact Shanghai Antis Machinery Equipment Co., Ltd. through our website information. Engineers will match you with efficient machine tools and professional services.