



(Picture for reference only)
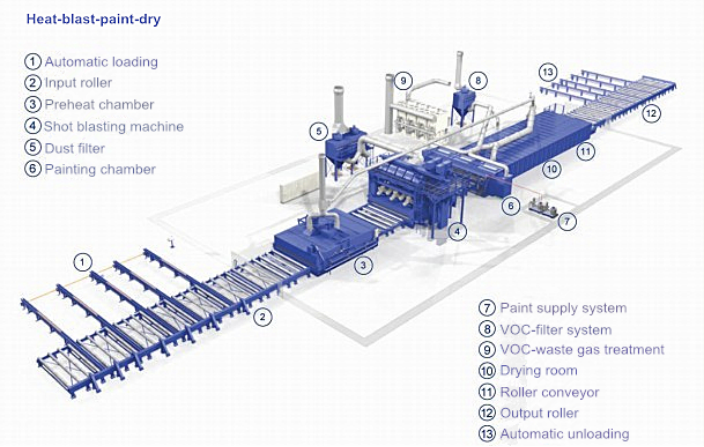
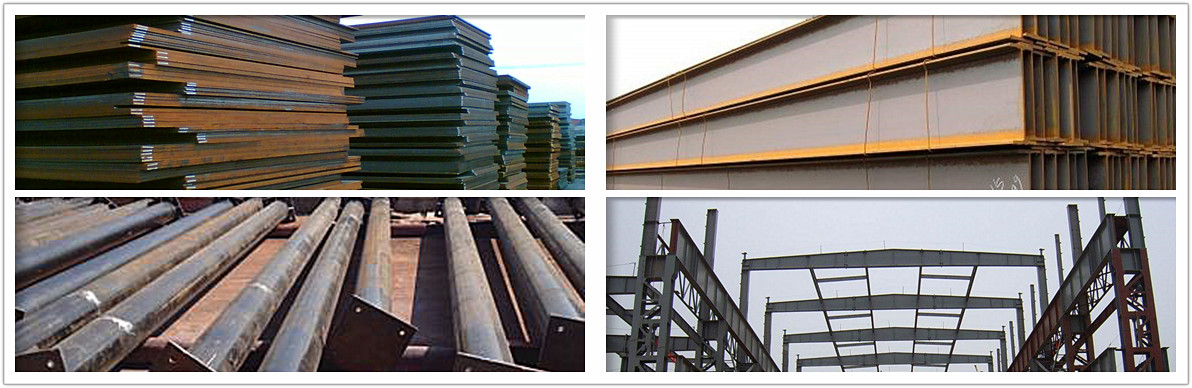
Part I Processed Workpieces and Main Parameters of ATS2500 Production Line
| No. | Item | Parameters |
| 1 | Steel plate length | ≤ 12 meters (40 feet) |
| 2 | Steel plate width | ≤2500mm wide |
| 3 | Steel plate thickness | 6~14mm thick |
| 4 | Processing speed
(Clean both sides of steel plate at the same time) |
1.0-2.0m/min (A-D grade original surface material and workpiece have different cleaning requirements (stepless frequency conversion speed regulation) |
| 5 | Rust cleaning grade | Sa2 .5 (GB8923-88) |
| 6 | Processing material and strength range | Q235/Q345/65Mn/HT/ZG etc. |
| 7 | Surface roughness | 15~70 μm (depend on shot size) |
| 8 | Compressed air | 2 -4m3/min |
| 9 | Compressed air pressure range | 0.4-0.6MPa |
| 10 | Total power | About 190 kw |
| 11 | Electrical control system | PLC automatic control, one-key operating system, automatic fault detection and alarm function |
| 12 | Pit requirements | Waterproof |
| 13 | Noise | ≤95dB |
Part II Subsection Structure Performance of ATS2500 Pretreatment Prodcution Line
1.. Roller conveyor system
| No. | Item | Parameters | |||
| 1 | Loading and unloading roller | Conveying speed | 0.5-4m/min | ||
| Roller surface wide | 2700mm | ||||
| Roller center height | 800mm | ||||
| Driven motor power | 2*3kw | ||||
| Roller diameter | 127mm | ||||
| Chain specification | 12A | ||||
| 2 | Roller for blasting machine | Material | ZGMn13 | ||
| Roller quantity | 4 pcs | ||||
| Roller distance | 800mm | ||||
| Total power of driving motor | 4kw | ||||
| 3 | Chain conveyor | Conveying wide | 2700mm | ||
| Pitch | 304.8mm | ||||
| Power | 4kw | ||||
2.Shot blasting machine
| No. | Item | Parameters | |
| 111 1 | Blasting chamber | Steel structure | Q235 |
| Wear-resisting guard material | SPMn13 | ||
| 2 | Shot blasting turbine | Type | Q034 |
| Blade structure | Double disc straight line | ||
| Blasting capacity | 125kg/min | ||
| Power | 7.5kw | ||
| Quantity | 8pcs | ||
| Blasting speed | 76 m/s | ||
| 3 | Abrasive circulatory system | Vertical screw conveyor | Capacity:60T/H |
| Screw diameter:300mm | |||
| Power:3kw | |||
| Qty.:1set | |||
| Horizontal screw conveyor | Capacity:60T/H | ||
| Screw diameter:300mm | |||
| Power:3kw | |||
| Qty.:1set | |||
| Separator | Capacity:60T/H | ||
| Separate speed:4-5m/s | |||
| Waste content: ≤1% (Full curtain and flow curtain type multistage winnowing) | |||
| Power:3kw | |||
| Qty.:1set | |||
| Elevator | Capacity:60T/H | ||
| Lifting speed:1.21m/min | |||
| Power:5.5w | |||
| Qty.:1set | |||
| 4 |
Abrasive control system |
Suggest abrasive | Diameter :φ0.2∽2.5mm |
| Material: Wire rope cut shot, tire wire cut shot, cast steel alloy shot, stainless steel shot, etc. | |||
| First loading | ≈3000kg (user-supply) | ||
| Maximum flow | 500kg/min/single supplying shot value | ||
| Projectile consumption | 0.15-0.3kg/h/singe blasting turbine | ||
| 5 | Abrasive cleaning system | Collecting screw conveyor | Diameter:200mm |
| Driven motor:1.5kw | |||
| Qty. :1set | |||
| Roll sweeping device | Rolling brush diameter: 900mm | ||
| Power: 3kw | |||
| Qty.:1set | |||
| Strong sand blowing device | Power: 18.5kw | ||
| Qty.: 1set | |||
3.Painting systemwith paint mist treatment device
| No. | Item | Parameters |
| 1 | Painting machine (Only for steel plate) | Driving model: Frequency motor chain driving |
| Spray gun Transverse speed:20-80 m/s (frequency control) | ||
| Spray gun transverse power: 3kw | ||
| Fan power:18.5kw(share with drying room) | ||
| Spray gun quantity: 4pcs | ||
| 2 | Painting pump | Model: Changjiang |
| Pressure ratio: 45:1 | ||
| Spary paint amount: 18.6L/min | ||
| Qty.:1set | ||
| Intake pressure: 0.4-0.6 Mpa | ||
| 3 | Paint mist treatment | Chimney lifting stroke :400mm |
| Form of processing: dactivated carbon adsorption |
4.Drying room
| No. | Item | Parameters |
| 1 | Heating form | Diesel |
| 2 | Temperature of drying room | 40~70 ℃ |
| 3 | Temperature control form | Automatic control by electric contact temperature controller |
| 4 | Drying room length | 10000mm |
| 5 | Heat insulator | 100㎏/m³ of high-quality rock wool |
5.Environmental protection system(Pulse blow-back filter cartridge dust collector)
| No. | Item | Parameters |
| 1 | Fan model | 4-72 |
| 2 | Dust collector fan power | 15kw* 2sets |
| 3 | Dust removal efficiency | >99% |
| 4 | Filter area | 360㎡ |
| 5 | Filter cartridge quantity | 20pcs |
| 6 | Dust removal air volume | 22435m³/h |
| 7 | Chimney diameter | 800mm |
| 8 | Chimney height | 15m |
| 8 | Dust concentration | 120mg/m3 standard as GB16297-1996 “Comprehensive Emission Standard of Air Pollutants” |
(3D drawings for reference only)
Part Ⅳ Installation and After-sales Policies
4.1 Production and Delivery
Production is 90 work days for ATS2500 steel plate pretreatment line against the down payment received.
4.2 Installation, Commissioning, Training and Acceptance
ATSwill send one engineer to buyer’s factory to supervise installation.
ATSshould provide training to buyer’s relevant employee.
ATSshould test the machine to reach surface requirements indicated in the technical parameter.
Buyer should afford the visa, insurance, flighttickets, transportation, hotel and meals.
Buyer should provide finished pits according to drawing by ATS, necessary labor workers, and necessary tools, facilities, and powers.
Buyer should pay each engineer salary. The date will be countered from the date when the engineer departure from Buyer’s factory. All the holidays and weekends will be included.
Buyer should sign on the “ATS2500 Testing and acceptance agreement” after the successful trial.
| No. | Document Content | Document Format | Supply Time |
| 1 | General drawing of machine | CAD | Before contract signed |
| 2 | Technical specifications | Before contract signed | |
| 3 | Activity bar chart | Within 1 week after down payment received | |
| 4 | Foundation drawing | CAD | Within 2 weeks after down payment received |
| 5 | Production Report | Every 2 weeks after down payment received | |
| 6 | Operating / Maintenance Manuals
a. Assembly / Sub Assembly Drawings b. Bill of Materials c. Recommended Spare Parts List d. Maintenance Instructions e. Operating Instructions f. Installation Instructions g. Safety Requirements / Procedures |
Within 2 weeks after tryout and Inspection completion in ATS before vessel arrival | |
| 7 | Electrical schematic drawing | CAD | Within 2 weeks after tryout and Inspection completion in ATS before vessel arrival |
| 8 | Container Detailed List | Within 2 working days after container loading completion | |
| 9 | Training Plan:
a. Attendee b. Train content & duration c. Questions & Answers on-spot d. Training acceptance |
Within 2 weeks after tryout and Inspection completion in ATS before vessel arrival |
4.3 After-sales Service
Oneyear guarantee time. Easily worn parts and spare parts are not included. (stated in ATS2500)
Extended guarantee will be available basted on mutual negotiation.
Whole-life technical support. Any problem during using appears, will reply within 8 working hours with technical solution.
Wear parts and spare parts will be available through the machine life.(stated in ATS2500)
Part Ⅴ Technical Specification of ATS2500 Pretreatment Production Line
1.Application:
ATS2500 steel plate pretreament line is a specially designed machine used in the surface cleaning for various jobs. It can realize the shot blasting, painting/primer and drying automatically. It includes shot blasting system, painting/ primer.
2.Details description:
2.1 Shot blasting machine:
Roller type continuous shot blasting machine mainly consists of blasting machine assembly, shot blasting chamber, shot blasting system (pill separator, bucket elevator, screw conveyor), roller system, dust removal system, lectrical control system and other components. The surface finish level is Sa2.5.
2.2.1 Conveyor system
This machine adopts flat roller table; the running speed is stepless frequency conversion according to the rust degree of steel, and the load is 1000Kg per meter. The workpiece walks into the cleaning chamber to receive shot blasting.Workpieces that are not suitable for walking on the roller table can be placed on the tooling to blast.
2.2.2 Blasting system
The shell of the shot blasting chamber is made of steel plate and steel welded structure, which is a strong, sealed and spacious operation space for shot blasting of the workpiece. The shot blasting cleaning chamber is composed of a chamber body shell, left and right side walls, a rear side wall, a top plate, a guard plate and the like.
There are 6 sets of Q034 national standard shot blasting machine assembly in the shot blasting room. The reasonable projectile belt layout ensures full shot blasting of the cleaned parts.
The projection area in the chamber is protected by SPMn13 guard plate. All the guard plates are assembled by means of building blocks. The guard plates in the chamber are all fixed on the wall of the cleaning chamber by wear-resistant cast iron nuts, which is easy to disassemble and replace. Extend the service life, reduce the cost of use, and reduce the frequency of maintenance.
The injection and discharge chambers of the blasting chamber are each provided with a sealed chamber, and each of the sealed chambers is suspended with 5 layers of wear-resistant rubber curtains.
2.2.2.1 Auxiliary chamber
There are 5 layers of wear-resisting rubber curtain in it. The suspension type makes the exchange and access easier. The seal ability is excellent. No dust would be leaked out because of the negative pressure formed by the dust collector fan.
2.2.2.2 Blasting chamber

In the blasting chamber, the wall is protected by SPMn13 material liner, which has high wear resistant performance. Chamber inside protection plate all adopt the high strength nut fixed and pressure on the inner of blasting chamber, easy tear open outfit replacement. Prolong service life, reduce the cost and reduce maintenance frequency.
The steel grilling floor of blasting chamber can let abrasive fall through it freely and collected by screw conveyor.
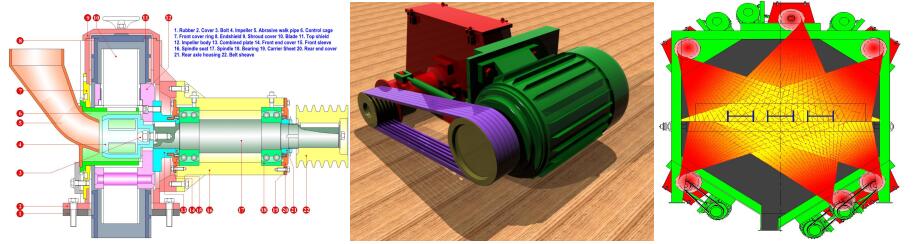
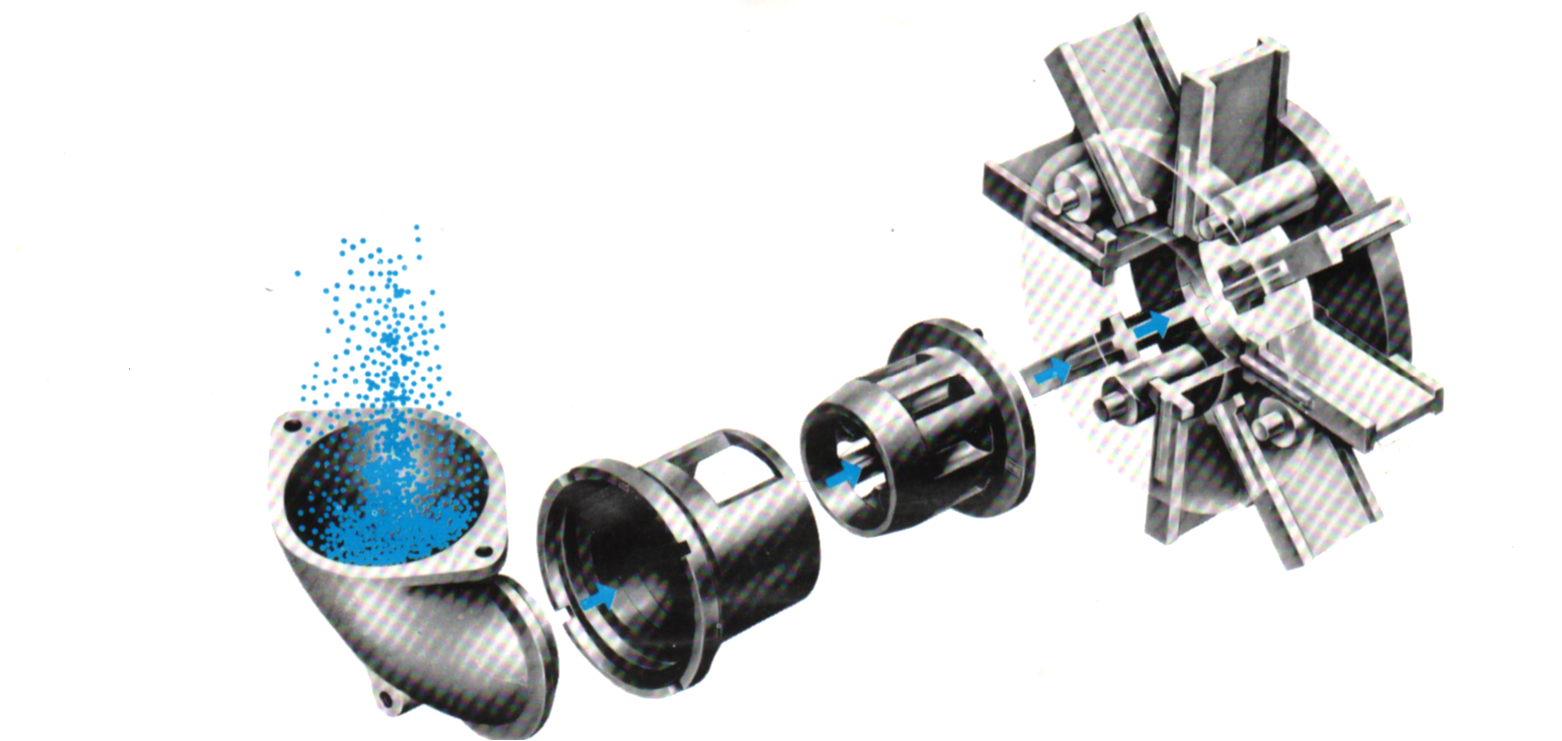
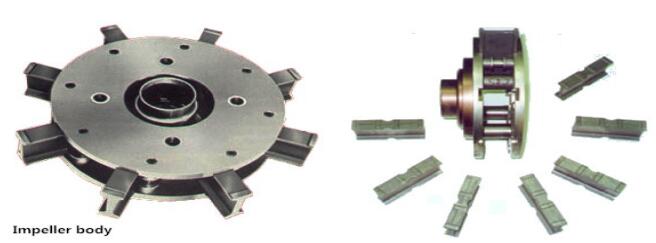
2.2.2.3 Shot blasting machine assembly (below pictures for reference)
The shot blasting machine is a key component of the equipment. The model, quantity and coordinate orientation required by the machine are the core of the cleaning equipment, which has a great impact on the cleaning quality, service life and maintenance. We use computer simulation layout for the above factors. Computer-aided design (CAD) drawing. It makes the selection and arrangement of shot blasting machine more reasonable. In addition, the utilization efficiency and labor productivity of the projectile are improved, the cleaning effect is ensured, the abrasion of the protective plate of the chamber body is reduced, and the maintenance cost is reduced.
The shot blasting machine is the core component of the machine, which has a great impact on the quality, service life and maintenance of the workpiece. The Q034 high-efficiency cantilever centrifugal shot blaster, which was developed and produced by absorbing the technology of ANGBORN company, is adopted. The shot blasting machine has the characteristics of simple structure, convenient maintenance, precision manufacturing, fast projectile shooting speed, and convenient blade replacement. Some structural details:
This machine adopts high-efficiency and energy-saving shot blasting machine, which is mainly composed of impeller, blade and combination disc, shot wheel, directional sleeve, guard plate, transmission mechanism, sealing mechanism, lubrication mechanism, etc.
The shot blasting amount of the shot blaster is adjusted by the flange insert. The projectile control system uses a pneumatically controlled projectile gate valve, which relies on the cylinder stroke to remotely control the shot amount.
Advantages
shot blasting turbine:
(1) High efficiency and energy saving
The specific structure of the shot blaster keeps the gap between the directional sleeve and the shot wheel consistent, which reduces the friction of the shot on the shot wheel and squeezes the directional sleeve, reducing energy consumption by 15-20%.
(2) Low noise
The special structure of the shot blaster, coupled with the bottom plate is provided with vibration-damping rubber, the arc-shaped labyrinth cast high chrome guard plate interlocked with the inner lining of the shell, and the dynamic balance of the impeller effectively achieves equipment noise reduction. Within 95dB.
(3) Sealed well, not leaking
The end guard and top guard of the shot blaster adopt the proprietary multi-layer labyrinth protection technology. A wear-resistant sealing rubber plate is provided between the top guard and the top cover, which is tightly sealed and does not spill dust.
(4) Quality index of shot blasting machine
Impeller radial runout ≤0.15mm
Impeller body end runout ≤0.05mm
Dynamic balance detection ≤18N · mm
◆ The impeller, blade, and pill divider are fastened on the main shaft and rotate with it at high speed. The directional sleeve is fixed on the casing. The impeller speed can generally reach 2900 rpm.
◆ The acceleration obtained in the separating wheel rotating synchronously with the shot blaster ensures that the projectile is transmitted to the blade with almost no vibration.
◆ Easy blade loading and unloading:The blade clamping and positioning part is wrapped in a dovetail groove and does not contact the projectile. It is fixed on the impeller, and the speed of the blade in the face is relatively high, up to 76 m / s.
◆ Blades, impeller, control cage: heat-treated surface hardness is HRC60∽65, made of special high chromium wear-resistant cast iron material (Cr20S), control the blade weight difference within 5 grams, greatly reduce the noise when the shot blaster is running, extend the life of wearing parts.
◆ Efficient: special shot wheel structure, shot blasting ratio can reach 16.0kg / min · kw.
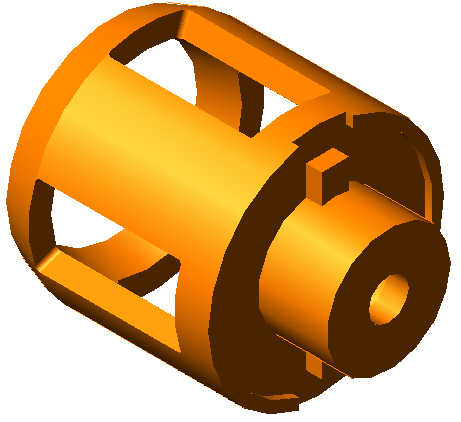
◆ Fast blade assembly and disassembly: Because the blade of the shot blaster is inserted from the center of the impeller, the blade is fixed by centrifugal force during the rotation of the impeller, so no clamping tools are required. When removing the blade, you can easily remove the blade from the center of the impeller by simply tapping the outer end of the blade. It only takes 5 to 10 minutes to disassemble 8 blades and it can simultaneously check the wear of the split wheel and directional sleeve. The holes of the fixing shaft and the directional sleeve on the cover are processed at one time: This can make the gap between the directional sleeve and the shot wheel uniform, which not only reduces the wear of the shot wheel on the projectiles, but also squeezes the direction sleeve. The phenomenon of cracking also greatly improves the shot blasting efficiency.
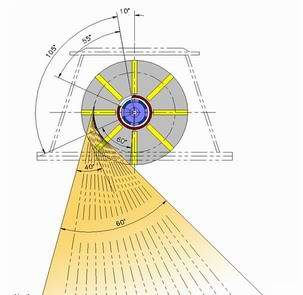
◆ Control cage should be used to check the wear of rectangular windows during use. When the windows are worn about 5 mm, they must be turned backwards by about 5 mm (in the direction of impeller rotation). When the window wear exceeds 15 mm, they should be replaced Otherwise, the radial scattering angle of the projectile will increase proportionally, which will accelerate the wear of the guard plate and reduce the cleaning efficiency.

◆ The impeller is grouped by 40Cr through dynamic balance detection and blade weight detection, so as to ensure that the shot blaster reduces vibration during work, the product is carburized and quenched, and the heat treatment surface hardness is ≥HRC60.
◆ The holes of the fixing shaft and the control cage on the cover are processed at one time: this can make the gap between the directional sleeve and the shot wheel uniform, and greatly improve the shot blasting efficiency.
In order to ensure that the stand-alone noise is lower than 93dB, the shot blasting machine is equipped with a rubber shock absorbing device. The noise of the shot blasting equipment can be greatly reduced. There is a limit device on the top of the shot blaster. When the top cover of the shot blaster is opened for maintenance, the equipment cannot be started to protect and repair.
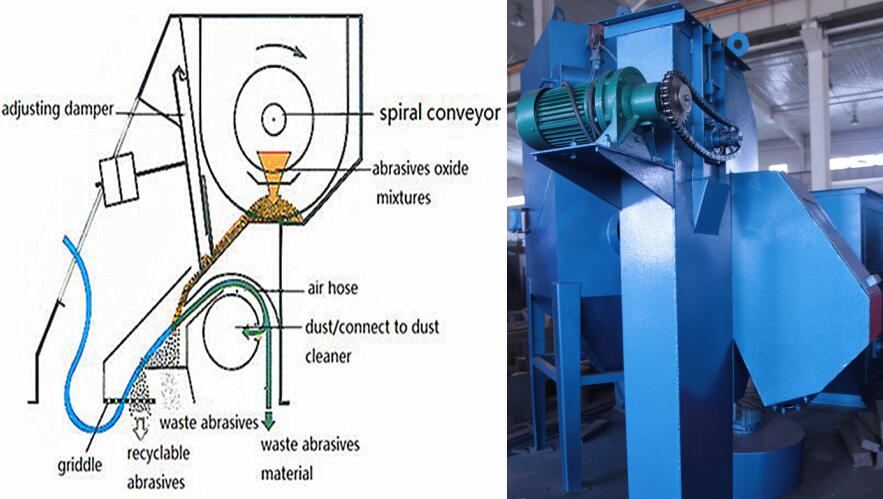
2.2.3 Abrasive circulation system
We have adopted serial screw conveying and bucket lifting equipment which has been verified by our company for more than 20 years. The projectile circulation purification system is mainly composed of two parts: the pellet circulation system and the pellet sorting and purification device. These two parts are divided into a shot bin, a slide tube, a fan valve, a shot blasting machine, a longitudinal spiral, a lateral spiral, and a bucket Hoists, separators, etc. Among them, the pill gate, longitudinal spiral, horizontal spiral, bucket elevator, and separator are interlocked step by step in the electrical control, that is, the subsequent process does not run and the previous process cannot be opened, so that equipment failure due to projectile blockage is avoided.
2.2.3.1 Bucket elevator
The bucket elevator consists of a cycloidal pinwheel reducer, an upper and lower roller, a conveyor belt, a hopper, a closed cylinder and a tensioning device.
Features:
The cover adopts a bending and welding structure. An access doorvable doors to repair the lower transmission and eliminate the projectile blockage at the bottom. The hoist shell is wel is provided on the side to repair and replace the hopper. The front and sides of the lower cover are equipped with moded with Q235 plate.
Use tensioning device. Tensioning devices are provided on both sides of the upper part of the hoist, which can easily adjust the belt tightness.
Blanking by centrifugal gravity. During work, the hopper fixed on the conveyor belt scrapes up the pellets at the bottom, sends the pellets to the top, and then drops the material by centrifugal gravity.
Special transmission belt with polyester wire core, high strength and anti-stretch.
The belt pulley adopts a squirrel-cage structure, with a slight protrusion in the middle, and each spoke is processed by chamfering. It not only improves the friction between the lifting tape and the pulley, avoids the slipping phenomenon of the old-style light pulley and the pulley from damaging the belt, but also reduces the pre-tensioning force of the lifting belt and prolongs the service life; meanwhile, it prevents the insertion of scattered bullet Between the pulley and the belt, it affects the transmission.
The elevator is equipped with a back-off mechanism to prevent the hoisting machine from reversing due to power outages and other reasons.
Leave 10% margin for lifting. Because the hoisting machine drops material by centrifugal gravity, each time there is a material fall back into the hoisting machine, the hoisting capacity needs to be increased appropriately.
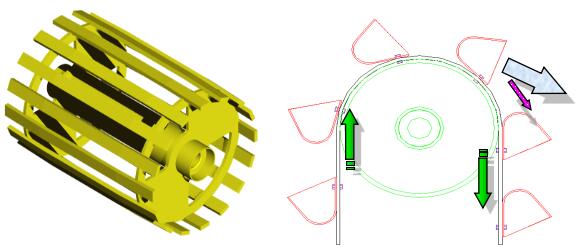
Note:
Green arrow is the running direction of elevator;
Blue arrow is elevator unloading the shot and sand mixture into the separator;
pink arrow is the partial shot which return elevator.
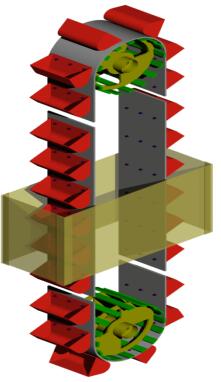
2.2.3.2 Separator
This machine adopts the most advanced curtain curtain type air separation
slag separator in the world, and its separation efficiency is ≥99.5%. This separator is the latest separator of our company. The separator is one of the key components of the equipment. The design size of the sorting zone directly affects the separation effect of the separator. If the separation effect is not good, the wear of the blasting machine blade will be accelerated.
(Pictures for reference only)
2.2.3.3 Projectile distribution system
Adopts air-controlled projectile control gate valve, which is a device that relies on remote control of the shot amount by controlling the cylinder stroke, which avoids motor burnout and blockage of the shot blaster caused by ordinary projectile control valves that are not closed properly 2. The projectiles are air-thrown and hurt people, reaching the international advanced level. Adjust the shot controller to get the required shot amount.
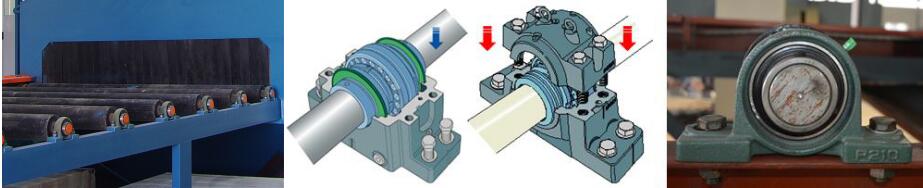
2.2.3.4 Screw conveyor
The screw conveyor consists of a casing, a screw shaft, a bearing with a seat, and a drive mechanism. It is a series of components of our company. It has high versatility, high interchangeability and stable and reliable performance.
This part is responsible for conveying the shot sand mixture to the hoist. The auger is located at the bottom of the shot blasting chamber and the spiral blades are welded to the drive shaft. During operation, the conveyor motor rotates the screw conveyor through the cycloid reducer to convey the pellets to the discharge port, and then the discharge port picks up the sprinkled pellets and dust mixture to the bottom of the elevator.
The auger adopts three-stage sealing protection at both ends, and a labyrinth seal is added inside the end plate, and an oil seal is used for protection in the middle, and the bearing is separated from the end plate outside the end plate. Once the pellets and dust are squeezed out, they will fall from the gap between the end plate and the bearing and will not enter the bearing.
This machine uses a flat roller table; the running speed is stepless variable frequency speed regulation according to the corrosion degree of the steel, and the load-bearing capacity is 1500Kg per meter. The workpiece walks into the cleaning room to receive shot blasting. The standard steel plate is shot blasted directly on the roller table, and the shorter steel plate or small curved steel plate is shot blasted on the tooling.

(Pictures for reference only)
2.2.4 Dust removal system
Dust removal system includes dust collector, fan and fan duct, connecting duct between dust collector and host.
This system complies with GBJ4-73 industrial “three wastes” emission standards, the main fan power is 11kw*2sets, the pulse back blows the ash, and the dust collector cartridge can be easily removed for cleaning and reuse.
Unique and effective dust removal structure:
The first-level dust removal is a projectile settling chamber designed on the top of the equipment. This settling chamber is an inertial settling chamber that conforms to the aerodynamic principle. It can achieve effective settling of the projectile without generating pressure loss. And we have designed a one-way valve in the lower part of the sedimentation chamber to prevent the formation of pneumatic conveyance, which can effectively achieve the pellet settlement. The purpose of this level of dust removal is to solve the problem of sand absorption and sand accumulation in pipelines.
2.2.5 Abrasive cleaning system
The cleaning of projectiles on the upper surface of the steel after rust removal is a key issue. Based on the experience accumulated in the process of many steel plate pretreatment projects and combined with the advanced technology of foreign products, our company has proposed a sweeping, Ways of cleaning and blowing:
The first level sweep adopts the traditional 3-level high-strength polyurethane scraper method
The secondary cleaning adopts the traditional high-strength nylon roller brush + shot-receiving spiral method
Three-stage air blowing uses high-pressure fans to blow pellets in the cleaning room
Rolling brush cleaning
The roller brush cleaning system is equipped with a high-elastic nylon roller brush, a pellet collecting screw conveyor and its lifting mechanism. When working, control the lifting device to lower the corresponding height according to the signal measured by the shot blasting height measuring device. The high-strength nylon roller brush sweeps up the projectiles during the rotation process and sweeps them into the receiving screw conveyor, and then the projectiles are discharged into the chamber by the receiving screw conveyor and taken away by the bottom of the shot blasting machine. The key component nylon roller brush has the following advantages:
Using high elasticity, Φ3mm composite nylon material, moderate hardness, high elasticity and good wear resistance. The service life is more than 3 years.
The bristles are firmly clamped, and the bristles are stamped into blocks by special tooling, and there is no phenomenon of bristles falling during work.
After the entire nylon roller brush is installed, the axle head of the precision turning ensures the coaxiality. Good dynamic balance and stable work.
The brush block adopts a semicircular structure, which is convenient for installation and maintenance.
Through the cleaning system, most of the projectiles can be removed, and a small amount of residual projectiles remain on the upper surface of the steel plate conveyed out of the cleaning chamber.
2.2 Roller Conveyor system:
The conveying roller table is composed of input roller table, shot blasting room roller table, intermediate transition roller table, drying chamber plate chain and output roller table.
The roller shafts of the input and output roller ways are all welded by high-quality seamless carbon steel tube and the tempered and tempered shaft head.The shape and installation dimension are processed after welding, which guarantees the bearing load ≥ 2.5t /m and the coaxiality.
The roller table, which can bear the pellet throwing in the blasting chamber, is equipped with high chromium wear-resisting cast iron sheath which can be easily replaced.The two ends of the roller adopt manganese steel wear-resisting material labyrinth seal, completely eliminate the wear of the ball on both ends of the bearing.
The drying chamber chain adopts the national standard roller conveyor chain to connect the v-shaped plate chain group in series;
The control table is set before each roller table, which can be controlled manually or automatically.When manual control, each section of roller table can be controlled separately to facilitate the adjustment and maintenance of each section of roller table.
The input and output roller table is segmented drive with stepless speed regulation, which can run synchronously with the whole line and run quickly, so as to achieve the purpose of the workpiece moving quickly to the work station or moving quickly to the unloading station.
1.Press roller is set in several positions of the steel conveying system to collect the data of the workpiece’s running state.These data are fed into the programmable controller to generate corresponding actions and achieve the purpose of automatic operation.
2.3 Height Automatic Sensor:
In front of the entrance of the shot blasting room and the entrance of the spray painting room, the device of press roller and photoelectric height measuring device are provided.Photoelectric altimeter consists of photocell and receiver.When the workpiece enters the shot blasting chamber, it first touches the press roller device, and the limit switch of the press roller device transmits the signal. When the luminous head receives the reflected signal, the position is locked and the height detection is completed. The precise height adjustment can be realized through PLC machine transformation to control the rise and fall of the cleaning brush and the shot receiving screw in the cleaning chamber.
2.4 Painting Chamber
2.4.1.Painting Pump
Spray paint system consists of one high pressure airless spray pump, an air mixer and paint filter, 4 spray guns and pipelines, which are installed in the paint pump room.
The user should be equipped with an exhaust fan in the paint mixing room. The exhaust fan and lighting are explosion-proof.Ground wire is embedded in the painted room to prevent fire caused by static electricity.
Electrical control PC, photocell and other components imported by Siemens to ensure reliability.

(Pictures for reference only)
2.4.2 Mist Treatment:
The paint mist treatment device adopts the waste gas treatment process of “first-level filter cotton adsorption + second-level UV photodissociation deep purification system” for targeted treatment of paint mist gas. After treatment, good treatment effect is ensured.
Organic waste gas → microwave + photolysis +O2→ o-+ O * (reactive oxygen species) O+O2 →O3→CO2+H2O (standard emission)
2.6 Electrical control system
Electric control system, the whole line of process flow is: roller conveyor→shot blasting→transition roller conveyor→painting→drying.→roller output
The system adopts a central console for centralized control, the whole line is based on PLC, and supplemented by peripheral components such as man-machine interface, industrial sensors, frequency converters, and meters. It has the advantages of reliable performance, high degree of automation, and complete protection functions.
The electrical components are centrally installed in the electrical box for easy operation and maintenance.
The program of the PLC is modular and can be edited.
Twooperating ways are available: manual and automatic.
Alarm device and overload protection device are available.
The electrical control system for three-phase ac frequency 60 HZ voltage 440 V power distribution or customized.
The machine electrical system has the following features:
The blast wheel, maintenance door, abrasive controller and abrasive circulation system are equipped with electric interlock and self-locking system to ensure the reliable operation of the equipment and the safety of operators.
This system’s blast wheel running conditions adopts the ammeter monitoring control, on the one hand, can through the ammeter to protect blast wheel, on the other hand can monitor the blast of the empty cast, the phenomenon such as jam, in order to adjust the equipment working state.
Pulse detector:
Pulse detector is installed in the screw spindle nose of abrasive separator, driven pulley spindle nose of elevator and spindle nose of each screw conveyor.
Composition:
Proximity switches; vSensors semicircular iron.
Cause:
For the elevator, the biggest cause of failure is due to belt slippage caused by loose.
For screw conveyor: may beu u overloaded (abrasive blockage), motor thermal protection.
Part Ⅵ Main Function Parts and Purchased Parts Manufacturer
| The components name | Manufacturers | Place of origin |
| Blasting assembly | Antishi | Qingdao |
| Blasting chamber | Antishi | Qingdao |
| Roller system | Antishi | Qingdao |
| Abrasive mixture separator | Antishi | Qingdao |
| Elevator | Antishi | Qingdao |
| Screw conveyor | Antishi | Qingdao |
| Hopper, Baffle plate | Antishi | Qingdao |
| Electric control system | Antishi | Qingdao |
| Main low-voltage apparatus | CHINT | China |
| Blast wheel motor | China well-known brand | Qingdao |
| Dust removal system | Antishi | Qingdao |
| Fan | China well-known brand | Qingdao |
| Speed reducer | China well-known brand | Qingdao |
| Bearing house | HRB & ZWZ | China |
| Bearing for blasting turbine | NSK. SKF | |
| Dust filter | China well-known brand | China |
| Pneumatic appliances | China well-known brand | China |
| Rubber parts | China well-known brand | China |
| Sprocket chain | China well-known brand | China |
| Frequency converter | Delta | |
| PLC | Siemens, Omron |
Part Ⅶ Each Part of The Wall Thickness of The Material
| Name | Material | Thickness (mm) |
| Control cage | Cr20S High chromium cast iron | Casting profiled |
| Distributor | Cr20S High chromium cast iron | Casting profiled |
| Blade | Cr20S High chromium cast iron | Casting profiled |
| Combined plate | 40Cr | Forging profiled |
| End protection plate | Cr20S High chromium cast iron | Forging profiled |
| Blade wheel | 40Cr | Forging profiled |
| Top protection plate | Cr20S High chromium cast iron | Casting profiled |
| Side protection plate | Cr20S High chromium cast iron | Casting profiled |
| Auxiliary chamber sealing
rubber sheet |
Wear-resistant rubber vulcanized steel wire rope | 6 mm |
| Outside chamber shell | Q235 Steel plate | 10-12 mm
(Key parts with U-steel reinforced) |
| Auxiliary shell | Q235 Steel plate | 4-8mm
(Welded with channel steel frame) |
| Elevator, separator, screw,
dust collector |
Q235 Steel plate | 3-4 mm
(Key parts for steel reinforcement) |
| Pipe | Galvanized sheet | 0.5-1 mm |
| Blasting area protective plate | SPMn13 | 12 mm |
| Non blasting area protection | 65Mn | 10mm |
| Protective nut | Cr20S High chromium cast iron | Casting profiled |
| Screw blade | 35Mn | 6 mm |
Part VIII The List of Components
| NO. | Item | Qty. | Description |
| 1 | Blasting assembly | 8 sets | Shot blasting turbine, special motor, motor seat, introduction pipe, impeller, blade, protective plate, combination disc, sand retaining disc, sealing mechanism, belt wheel, V-belt, etc. |
| 2 | Blasting chamber | 1set | Steel structure room body, projectile zone combined guard plate, alloy steel cap, protective belt, etc. |
| 3 | Sealing room | 1set | Steel structure room body, observation door, sealing curtain, rubber protection board, etc. |
| 4 | Roller conveyor mechanism | 1set | Sprocket, chain, bearing, drive mechanism, tensioning mechanism, wear-resistant roller table in shot blasting chamber, sheath, sealed chamber roller table, outdoor roller table, sprocket cover, etc. |
| 5 | Separator | 1set | Wind separation mechanism, drive mechanism, air volume regulating valve, tension mechanism, pellet storage hopper, filter and other devices. |
| 6 | Screw conveyor system | 2set | Housing, screw shaft and support, 16Mn blade, reducer drive mechanism, sealing device bearing, etc. |
| 7 | Bucket elevator | 1set | Head drive mechanism, tail drive mechanism, tension mechanism, housing, belt, hopper, bearing, etc. |
| 8 | Supplying shot system | 1set | Projectile controller, polyurethane feeding tube, bottom screw conveyor, etc. |
| 9 | Maintenance platform | 1set | Platforms, columns, ladders, anti-rails,etc. |
| 10 | Dust removal system | 1set | Dust drop chamber, pulse blowback filter cartridge dust collector assembly, fan, pipe, chimney, etc. |
| 11 | Painting chamber | 1set | Frame, spray gun, reducer, transmission mechanism, painting machine, painting pump,etc. |
| 12 | Paint mist treatment system | 1set | Paint mist adsorption system pipeline, etc. |
| 13 | Electrical control system | 1set | Control cabinet, PLC, frequency converter, cable, electrical material, bridge, air control box, pulse controller, etc. |
| 14 | Preheating chamber | 1set | Chamber body, heating mechanism, hot air blowing pipe, etc |