| Specifications | AK-500CG |
| Processing roll maximum diameter | 500mm |
| Minimum diameter | 50mm |
| Processing roll maximum length | 2500mm |
| Max.length of the processing roll surface | 1800mm |
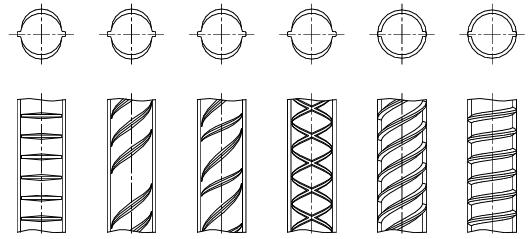
| Processing of the crescent specification | ~
Φ6 Φ50 |
| Processing the crescent β angle Any | Any |
| Processing the crescent slot | Any |
| Lateral moving speed (X axis) | 0~6000mm/min |
| Work-piece rotation speed (Y axis) | 0~30rpm |
| Swing head rotation speed (Z axis) | 0~50rpm |
| Flying cutter milling speed (A axis) | 0~600rpm |
| Engraving head motor model rated speed | D85 24000rpm |
| Cooling pump motor | AB25-90W |
| Control System Siemens | Siemens808D |
| Servo motor rated power | X axis 1.75kw |
| Y axis 2.5kw | |
| Z axis 1.75kw | |
| A axis 3.5kw | |
| Hydraulic station | 2.2KW |
| Minimum programming amount | 0.001 |
| Longitudinal magnetic scale effective
measurement length |
2000mm |
| grating accuracy | 0.005mm |
| Chuck form | Four-jaw chuck and hydraulic
tensioner shaft interchangeable |
| Chuck diameter | 400mm |
| Dimensions of hydraulic tension er shaft | Customized according to the
client |
| Machine working power supply | 380V,50HZ;15KVA |
| Dimensions | 4500×1700×2000mm |
| Machine Tool Net | 6.3T |
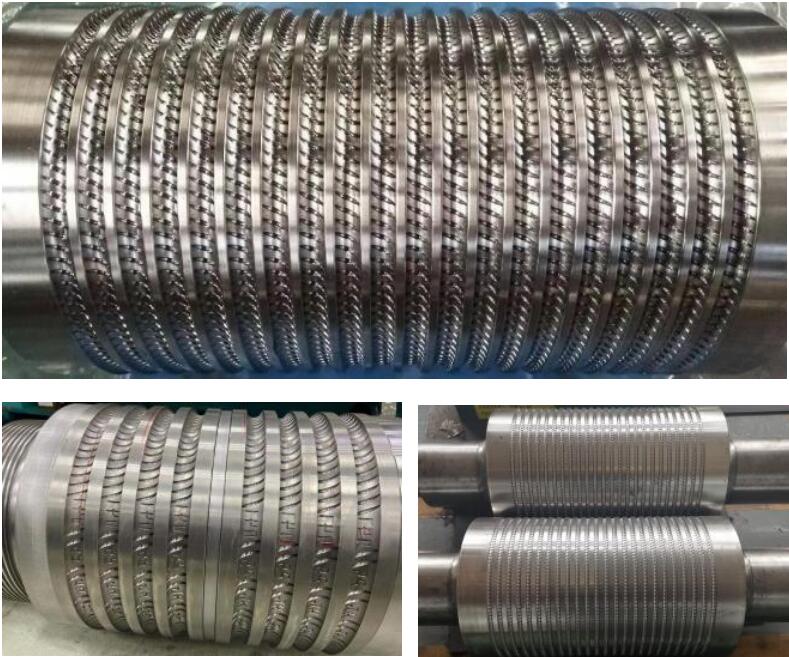
Product Details
CNC Roller Crescent Machine has the advantages of high automation, high machining precision, high cutting efficiency, safe and reliable operation. The machine tool meets the milling slot, job change and lettering in one setup,and does not need secondary clamping rolls.
The machine bed is a three-parallel rail heavy-duty roll processing machine structure with a bed width of 910mm and a saddle width of 810mm, which ensures sufficient rigidity and vibration resistance of the machine tool to fit high-hardness tungsten carbide roll ring and high speed. Steel roll.
The longitudinal movement of the large pallet of the machine tool is equipped with a locking mechanism to ensure that the waste groove is not caused by the center offset when machining high hardness rolls or large cutting.
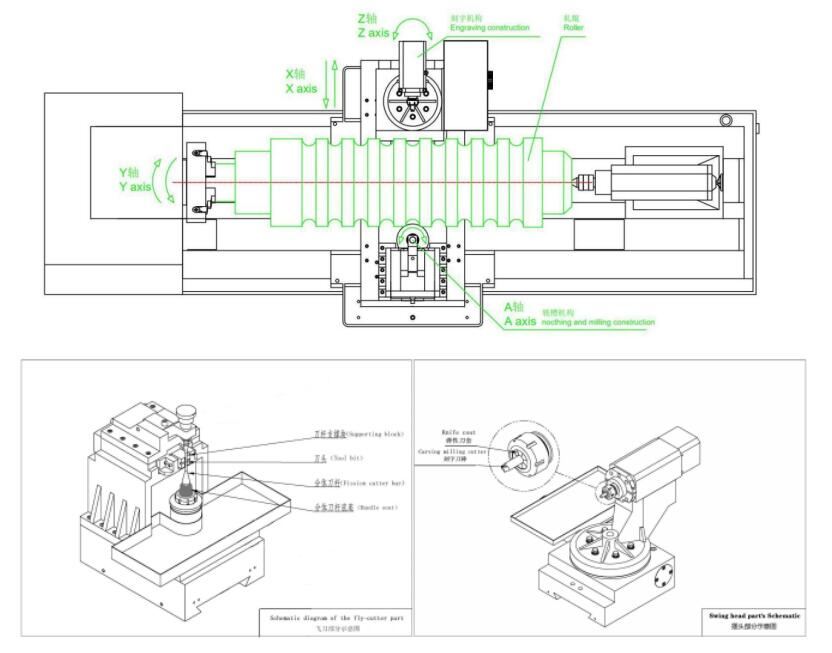
The flying cutter milling body and the oscillating milling body are installed oppositely, and the two do not interfere with each other, and the conversion of the slotting and lettering functions can be realized without re-disassembling and assembling the components, and electrical switching is not required.
The machine bed is subjected to aging treatment or complete annealing treatment. The guide rail adopts medium frequency quenching treatment to improve the wear resistance of the surface. The transverse feed guide rail adopts rolling linear guide to reduce friction damping and improve the movement accuracy. In normal use, the linear guides are reported to be non-wearing for 10 years.
The engraving and milling shaft adopts an electric spindle (customized and supplied by our factory: rigid foot, uniform force, good heat dissipation, high configuration), directly installed without excessive connection, and can be arbitrarily engraved on rollers of different materials.
The machine tool is equipped with a manual tool setting mechanism and is equipped with a magnetic grid digital display in the longitudinal movement of the large carriage to ensure accurate displacement of the manual slot change and eliminate the phenomenon of edge-to-edge tool breaking caused by human visual inspection.
Control adopts SINUMERIK_808D_ADVANCED system, LCD display, bus type drive, can realize any three-axis linkage. All Siemens servo systems, the machine’s four control axes are independent motors and drives. The system has good dynamic quality, and the selected servo system has high execution precision, good reliability, strong anti-interference ability and fast response speed. Each motion axis can be controlled by an electronic hand wheel.
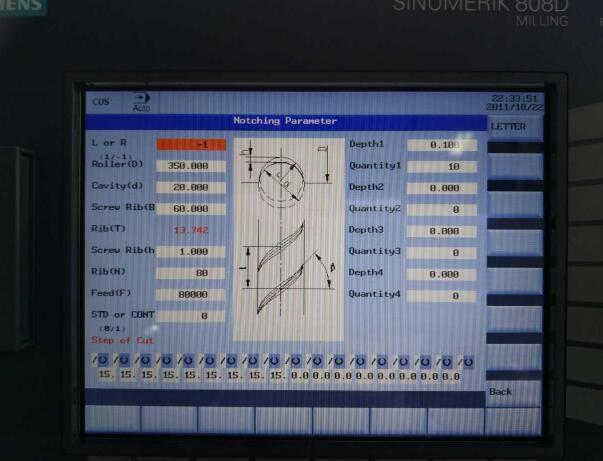
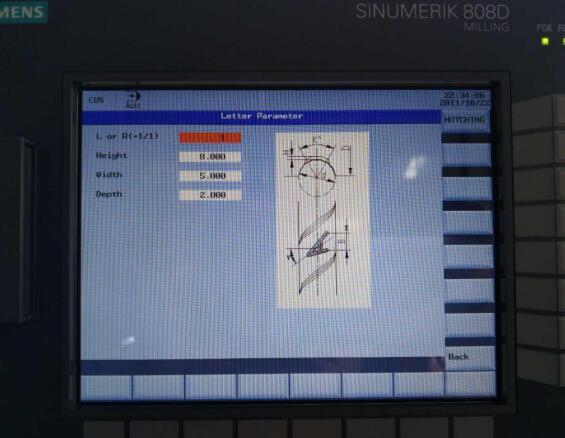
Self-developed special processing software, parameter interface programming, operators do not need numerical control foundation, and can easily master operation skills. Ensure that the processed crescent groove meets the standard of GB1499.2-2018
This machine ensures that the processed crescent reaches the standard ofGB1499.2-2018.
The equipment has good operability, maintainability and safety performance, does not pollute the environment and endangers personal health.
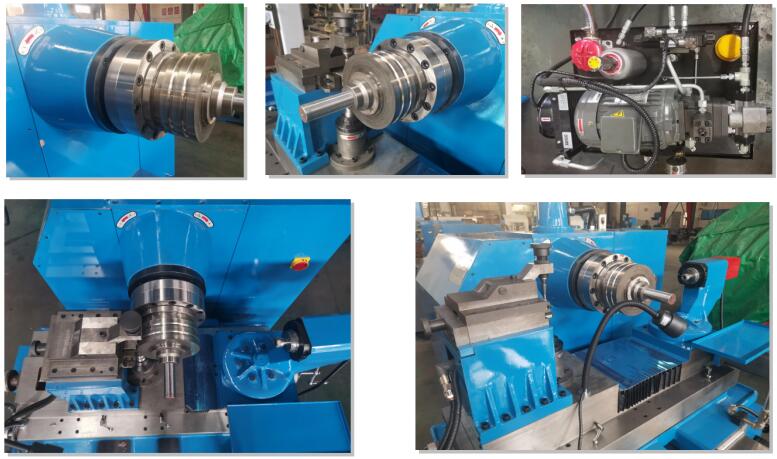
The spindle structure of the machine adopts hydraulic tightening shaft mechanism and is equipped with high precision Taiwan hydraulic station. The hydraulic tensioning shaft of the main shaft can control the tensioning state through the system, which greatly improves the efficiency of the clamping and calibration of the cemented carbide roller ring, and automatically locks the automatic calibration accuracy during the clamping process, without manual calibration accuracy. At the same time, it also meets the exchange of hydraulic tightening shaft and chuck. (with pictures)
Automatic programming software
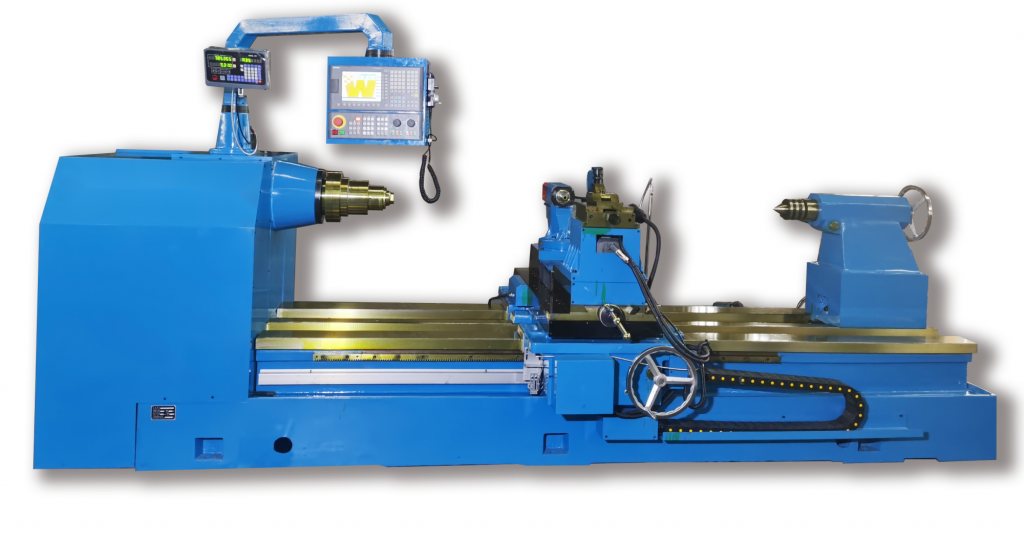
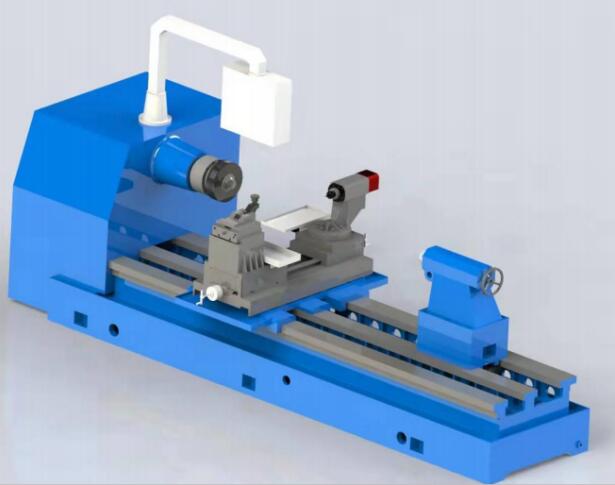
Outline drawing of machine tool with hydraulic tensioning shaft mechanism
4 axis abridged general view
Finished product picture