


In the field of wire cut EDM (high-speed wire EDM, medium-speed wire EDM, low-speed wire EDM), the two most common processing methods are immersion machining (submerged type) and flush machining (jet type). What are the differences between them? How to choose between them specifically?
Core Differences
Immersion Machining
Method: The workpiece is completely immersed in dielectric fluid (deionized water / kerosene) in a sealed tank during machining.
Chip removal: Erosion products (metal chips) are carried out of the gap by natural convection and slight pressure of the fluid.
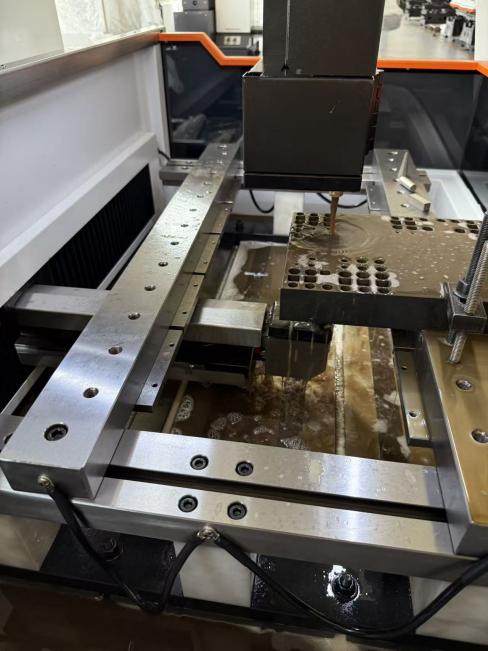
Flush Machining
Method: The workpiece is exposed to air, and high-pressure nozzles above and below spray dielectric fluid forcefully onto the cutting area.
Chip removal: Erosion products are quickly removed by high-pressure water flow (10–30 MPa) through forced scouring.
| Comparison Items | Immersion Machining (Submerged Type) | Flush Machining (Jet Type) |
| Pictures | 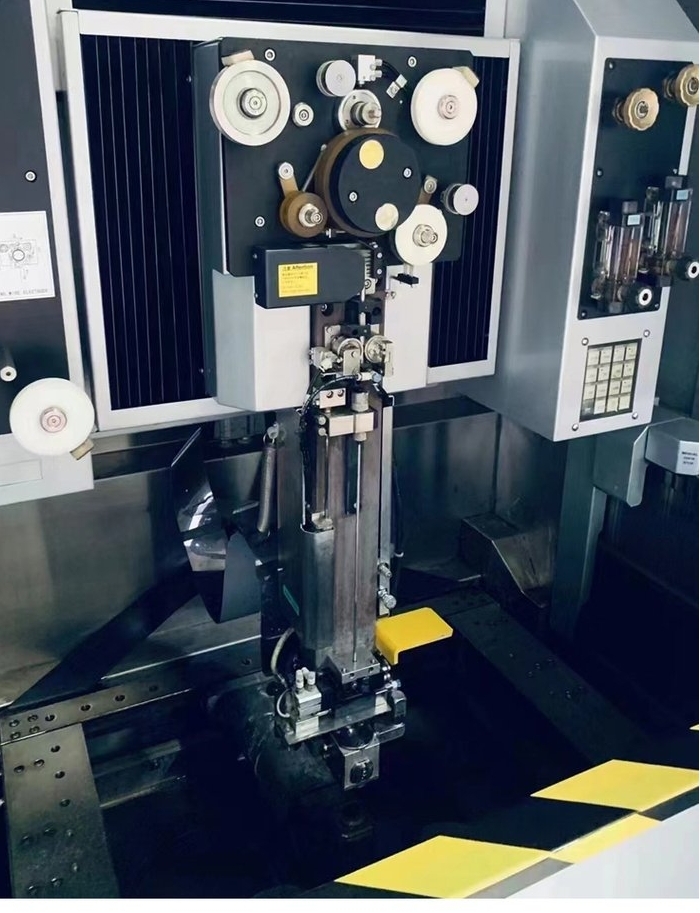 |
 |
| Cooling & Temperature Control | Fully wrapped in liquid, uniform heat dissipation, stable temperature, minimal thermal deformation | Local jet cooling, large temperature difference, workpiece prone to thermal deformation |
| Machining Accuracy | Extremely high (micron level), stable dimensional and geometric accuracy | Good but slightly lower than immersion machining, easily affected by water flow vibration |
| Surface Quality | Superior, no oxidation, no bubbles, uniform texture | Possible water flow marks, local over-erosion, slightly higher roughness |
| Chip Removal Capacity | Relatively weak; easy to accumulate slag, short-circuit or wire breakage when machining thick workpieces / high current | Extremely strong; high-pressure forced chip removal, more stable for thick workpieces / high-speed cutting |
| Machining Efficiency | Relatively low (speed sacrificed for stability) | High (excellent chip removal allows higher parameter settings) |
| Electrode Wire Vibration | High liquid damping, minimal wire vibration, less wire breakage | Water flow impact + air disturbance, greater wire vibration, more prone to wire breakage |
| Workpiece Limitations | Limited by tank size, not suitable for oversized workpieces | Open type, capable of machining overhanging, special-shaped and large workpieces |
| Environment & Cost | Clean environment, less waste liquid; expensive machines, high maintenance cost | Easy water splashing, wet and slippery environment; low-cost machines, low operating cost |
| Applicable Scenarios | High-precision parts such as precision molds, connectors, gears, medical devices | Templates, parts, thick materials, mass-produced parts and other scenarios with high efficiency requirements |
How to Choose
Choose immersion machining for ultra-high precision of ±0.001 mm, mirror-grade surface finish and minimal thermal deformation.
Choose flush machining for machining large-thickness, large-size, complex-shaped workpieces, or for high efficiency and low cost.
Shanghai ANTISHICNC is a professional manufacturer of EDM Wire cutting machine. We have rich production and processing experience. We can recommend the most suitable Wire cutting machine for your products and give suitable suggestions for use.
We can provide you with professional technical support.We mainly have EDM Wire cutting machine, Die Sinker EDM Machine,EDM Drill Machine and so on.If you have EDM machine needs,please contact Shanghai ANTISHICNC, company email:contact@antsmachine.com
Keywords: Wire cutting machine, flushing processing, immersion processing, electric spark machine tool