


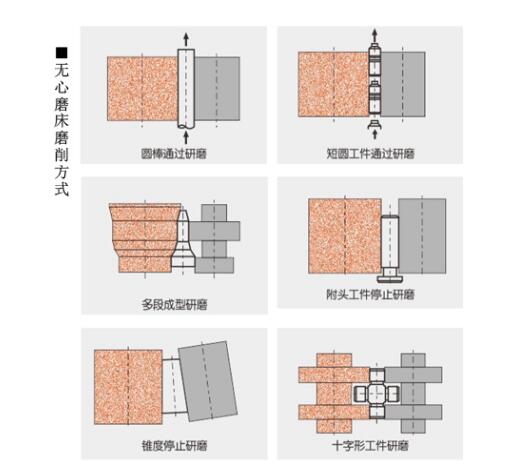
Fx-12s centerless cylindrical grinder mainly has six grinding methods: round bar through grinding, short round workpiece through grinding, multi-stage forming grinding, attachment workpiece stop grinding, taper stop grinding and cross workpiece grinding.
The following focuses on three methods: through grinding, cut in and cut through centerless grinding.
Through centerless grinding, the workpiece is fed along the axis of the grinding wheel for grinding, and the micro inclination of the guide wheel axis is adjusted to realize the axial feed of the workpiece. It is suitable for grinding slender cylindrical workpiece, short shaft without central hole and sleeve workpiece, etc.
For cut in centerless grinding, there is an axial positioning fulcrum on the support plate, the workpiece is supported at a certain position on the support plate, and the grinding is carried out by cutting in with a grinding wheel or guide wheel. It is used to grind workpieces with shoulder or boss and workpieces with cone, sphere or other rotating bodies.
Cutting through centerless grinding is a combination of the above two. In addition, there are tangent feed grinding and end face feed grinding to make the workpiece with steps advance and retreat axially.
High precision centerless grinder fx-12s, the base is made of high cast iron fc30, normalized heat treatment and double slide rail design. It ensures that there is no body deformation after long-term use, and the fine adjustment of upper and lower feed can reach 0.001mm.
The grinding wheel dressing device can make ± 6 ° adjustment, and the contact surface between the workpiece and the adjusting wheel is accurate. A wide range of series models are selected to meet various grinding needs, and the productivity of centerless cylindrical grinder is high. It is mostly used in mass production and easy to realize automation.