


The assembly of the rocker arm and the column of the radial drilling machine
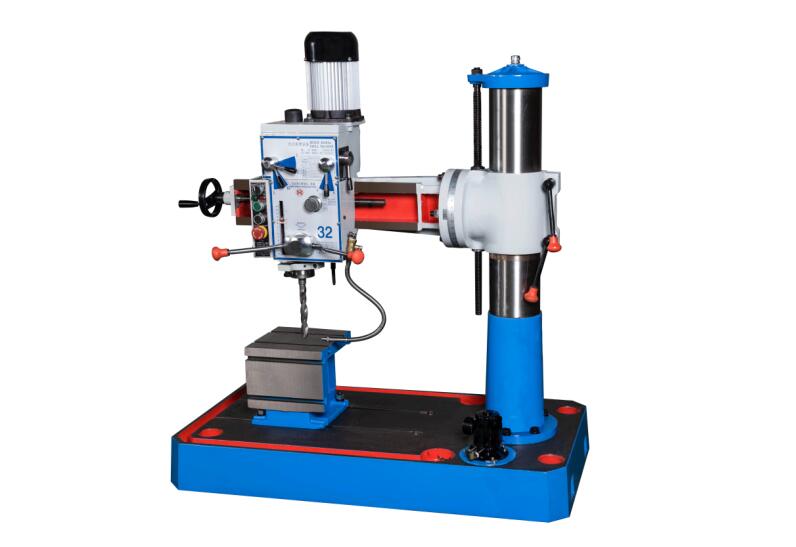
When assembling and adjusting the rocker arm and the column of the radial drilling machine, the following aspects should be paid attention to:
1.The side with the key way of the outer column should be turned to the side of the working surface of the base to remove the burrs in the key way and keep the outer surface of the column clean.
2.Put the rocker arm on the outer column, install the column and rocker arm clamping mechanism, lifting mechanism and other parts. After the rocker arm is clamped, its hole and the surface of the outer column should be evenly and tightly matched, and a 0.03mm feeler gauge should not be inserted. After the inner and outer columns are clamped, the force applied to the end of the rocker arm should not be less than 2000N to ensure no loose rotation.
3.The lifting and lowering of the rocker arm should be brisk and free of impact.
4.If the rocker arm clamping mechanism is too loose, a compensating washer can be added to the bottom of the nut with a thickness of 0.1mm. The adjustment must be carried out under the rocker arm clamping state.
5.On the basis of the initial installation and adjustment of the column components, after installing the rocker arm and the parts of its lifting mechanism, a configuration heavy object (about 650KG) equivalent to the full weight of the head stock can be hoisted at the middle position of the rocker arm, make the outer column to adjust under load. When hoisting, it is necessary to place a rubber or other protective layer to prevent the rocker guide rail surface from being bumped or scratched.
6.Rotate the rocker arm to the longitudinal plane of the machine tool, so that the rocker arm and the head stock (that is, the counterweight) are located in the middle of the column and the rocker arm, respectively, and clamp the column and the rocker arm. Put a parallel ruler on the working surface of the base, and use a frame level to measure the vertical error between the outer column and the working surface of the base on the parallel ruler and the side bus of the outer column. Rotate the parallel ruler by 90°, and then use the frame level to measure the verticality error of the outer column and the working surface of the base on the parallel ruler and the side bus line of the outer column respectively.
7.According to the above-mentioned out-of-tolerance situation in the two directions perpendicular to each other, remove the four adjusting bolts, and adjust the two directions of the outer column perpendicular to each other to meet the requirements for the verticality error of the working surface of the base.
8.After the verticality error adjustment is qualified, use the inner caliper to measure the space between the outer column and the inner column, and then use a micrometer to measure the actual data of the inner caliper (or directly measure it with an inner micrometer), and half of the difference between the maximum value and the minimum value is the eccentricity value.
9.The eccentric sleeve still needs to be increased by 0.03mm according to the measured eccentricity value, which is used as the eccentric value when turning the eccentric sleeve to eliminate the bearing clearance after assembly.
If you want to know more about ANTS, please visit our official website.
Our website:http://www.antsmachine.com
If you have any other questions, please contact us directly by email.
Our email: Contact@antsmachine.com