


First, leave a margin of about 0.15mm for rough machining of the hole, clean up the machine tool guide rail and add the guide rail lubricating oil. Loosen the locking screw of the small carriage and turn it at an angle of 1°, then tighten the screw. The small carriage returns a few more turns and then returns to zero, in order to eliminate the screw gap.
When changing the inner hole knife of the fine turning, pay attention to ensure that the fine turning knife is sharp enough, otherwise it will cause the knife to bounce and affect the machining accuracy. First, use the large carriage and the middle carriage to test a knife, and the middle carriage does not move and the tool does not move. The original knife is retracted to the orifice. After the trial cut, measure the remaining amount, no matter what measuring tool you use, calipers, micrometers, and inner diameter dial indicators are yours to choose.
When the small pallet rotates at an angle of 1° and the pallet does not move, the large pallet moves 50mm forward, which is 0.8276mm!
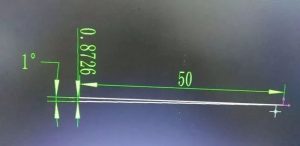
The middle carriage does not move, and the small carriage moves forward 50mm to feed 0.8726mm

Moving 1mm is the feed of 0.0175mm
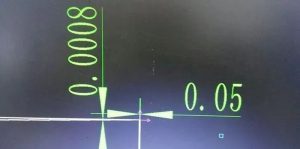
Moving 0.05mm is the feed of 0.0008mm
To check where the problem lies. If the spindle bearing clearance is large, adjust the spindle clearance (the radial clearance of the front bearing of the lathe spindle is adjustable).
The misalignment of the tailstock is not necessarily the problem of the tailstock, it is often caused by the misalignment of the taper shank of the tip and the axis of the tip.
Next is the tool problem: the parameters of the tool, the cutting speed, the amount of cutting, and the cutting depth are not suitable, so that the process of the formation and disappearance of the cutting tumor during the cutting process will change the size of the workpiece surface. When machining long pieces, use a tool rest or a center rest.
Ordinary lathes are horizontal lathes that can process various types of workpieces such as shafts, disks, rings, etc. Drilling, reaming, tapping and knurling, etc. Ordinary lathes are the most widely used type of lathes, accounting for about 65% of the total number of lathes. They are called horizontal lathes because their spindles are placed horizontally.