


The working principle of the screw:
There is a helix on the screw shaft, and the nut has a helical groove that matches it. When the screw shaft rotates, the nut moves in the axial direction of the screw shaft, converting the rotary motion into a linear motion.

Types of Screw:
According to the friction characteristics, screws can be divided into sliding screws, rolling screws and hydrostatic screw.
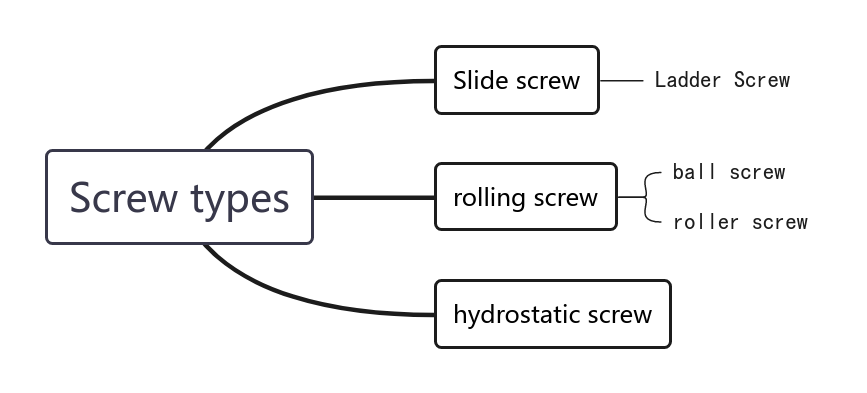
Sliding screws and rolling screws have different accuracy standards:
(1) Sliding screw has 4 ~ 9 a total of 6 levels, the accuracy is reduced in turn, of which level 4 is the highest, generally rarely used; level 5 for precision instruments and precision machine tools, such as co-ordinate boring booking, thread grinder, etc.; level 6 for precision instruments, precision machine tools and numerical control machine tools; level 7 for precision thread lathe, gear processing machine tools and numerical control machine tools; level 8 for general machine tools, such as horizontal lathe, milling machine; level 9 for planing machine, Drilling machine and general machine tool feed mechanism.
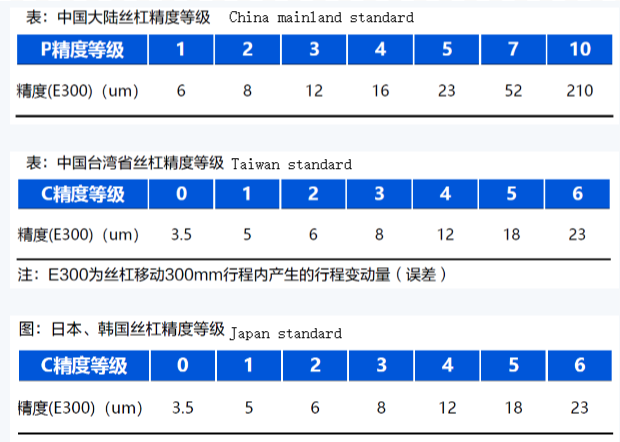
(2) Rolling screws generally have 6 to 7 accuracy levels, such as in the JIS standard, ball screw accuracy level is divided into C0, C1, C3, C5, C7, C10 a total of 6 levels, while the domestic level of accuracy is divided into P1, P2, P3, P4, P5, P7, P10 a total of 7 levels.
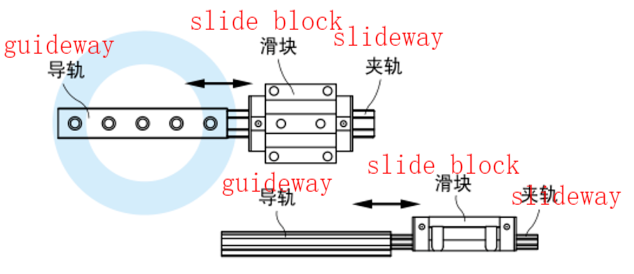
| Sliding screw: It is mainly composed of screw, nut, slider and guide device. | Simple structure, easy to manufacture, commonly used in the field of constant speed transmission, such as CNC machine tools, injection moulding machines, moulding machines and so on. The screw transmits motion by rotating in the nut, which is threaded with the same pitch as the screw for relative motion with the screw, the slider moves with the screw to convert the rotary motion into linear motion, and the guiding device is used to support and guide the slider to move along the axial direction of the screw. In addition, there are some auxiliary parts, such as lubrication system, seals, etc., which are used to keep the normal operation of the screw and prevent the external environment from affecting the screw. The sliding screw has higher frictional resistance, lower transmission efficiency, and poorer positioning accuracy and axial stiffness. |
 |
|
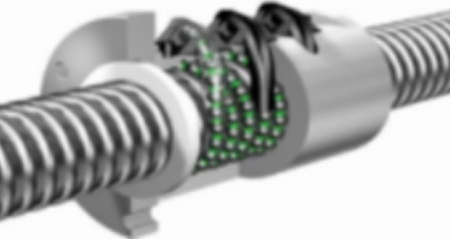
| Ball Screw: Consisting of a screw, nut, ball and pre-pressure plate. | The surface of threaded shaft is engraved with thread-shaped grooves for placing the ball, the nut is a part used in conjunction with the threaded shaft, with internal guide grooves matching the ball, the ball is located between the threaded shaft and the nut, and the pre-pressure piece is used to apply pre-pressure to the ball, eliminating the gap and improving the stiffness of the screw. Reversers and dust protectors are used to ensure the normal operation of the ball screws and to prevent the external environment from affecting the screws. Ball Screws have obvious advantages over ordinary trapezoidal screws in terms of self-locking, transmission speed, service life, precision and transmission efficiency. Ball screws use rolling bodies such as balls and steel balls, which are not only suitable for higher speed movement, but also have less corresponding mechanical loss, and their linear motion precision is higher than that of sliding type screws, and they perform better in terms of transmission accuracy and stability, and have longer service life. |
 |
|
| Roller Screw: consists of screw, planetary roller and nut. | Principle: Screws are multi-head threads with a 90° tooth angle, rollers are single-head threads with the same tooth angle, and their tooth profile is usually machined into a spherical surface, with the aim of increasing load carrying capacity, reducing friction and improving efficiency. The nut is an internal thread with the same number of heads and tooth type as the screw. A number of rollers are evenly distributed along the circumference of the screw, when the screw is rotating, the rollers are rotating around the axis of the screw and rotating around their own axis. The rollers have the same helical rise angle as the nut, which ensures pure rolling and no relative axial displacement when engaged with the nut.
Characteristics: Roller Screws have a greatly enhanced load carrying capacity while meeting accuracy, but their structure is complex, difficult to process and costly. Roller Screws use rollers as rolling bodies, which have a larger contact area than Ball Screws, and can withstand greater loads and impacts, and therefore have high rigidity and high efficiency. In addition, the manufacturing precision and transmission precision are very high, which can ensure the precise positioning and stable movement of the equipment. |
 |
|
| Hydrostatic screw: consists of screw, nut, hydraulic cylinder, oil pipe, oil pump and control valve. | Screws are externally threaded, nuts are internally threaded, the pressure required for the movement of the screw and nut is provided by the hydraulic cylinder, the oil pipe is used to transmit the hydraulic oil, the oil pump provides power for the hydraulic system, and the control valve is used to control the flow and direction of the hydraulic oil, thus controlling the direction and speed of the movement of the screw and nut. Hydrostatic screw is often used in precision machine tools and CNC machine tools in the feed mechanism, the working principle is through the hydraulic system will be the pressure oil into the threaded teeth of the oil cavity, the formation of pressure on the contact surface of the oil film to produce a balanced liquid pressure, in the nut and the screw between a layer of pressure oil film, so that the silk rod vice and the nut is not in direct contact with the nut, sliding in the pressure of the oil film, the parts are in liquid friction between the state. The hydrostatic oil film is located between the hydrostatic nut and the precision screw, the hydrostatic nut and the screw itself are not in contact, so there is almost no wear and tear, and it has very good vibration damping and silence. The hydrostatic screw has very little frictional resistance, low wear and high efficiency. Its thread tooth shape is the same as the standard trapezoidal thread tooth shape, aiming at obtaining good oil seal and improving the bearing capacity, but it is troublesome to adjust, and it needs a set of hydraulic system, which is complicated process and high cost. |
 |
Advantages of roller screws compared with ball screws:
(1) Roller and screw contact radius is larger, and all the rollers are engaged at the same time, more contact points, than the ball screw in the same screw diameter under the load carrying capacity increased by 6 times, the same load than the ball screw to save 1/3 of the space, life expectancy increased by 14 times, the range of operating ambient temperature increased by 2 times. When the diameter of the roller screw is 120 mm, its thrust can reach 120 t.
(2) roller screw with rolling friction instead of sliding friction, and ball screw transmission efficiency is comparable to the case of good lubrication efficiency of up to 90%.
(3) The roller has no axial movement relative to the nut, so it has the ability to accelerate, rotate and decelerate, with a speed of up to 6000 r/min, a linear speed of 2 m/s, and an acceleration of 7000 rad/s2, which is difficult to do with ball screws.
The use of planetary mechanism to control the roller movement, do not need rolling parts circulation device, and high-speed operation of the vibration generated by the noise is small.
| Screw classification | Niche category | Advantage | Disadvantage |
| Sliding screw | Trapezoidal screws, etc. | Relatively simple structure, low manufacturing cost, self-locking capability | Easy to wear and tear, relatively short service life, and can not achieve high-precision transmission effects |
| Rolling
screw |
Ball screw | High transmission efficiency, higher linear motion accuracy than sliding screws, reversible transmission, high speed feed and micro-feed, lower price than roller screws. | More difficult to manufacture, lower load capacity |
| Roller screw | Superior to ball screws in terms of positioning accuracy, speed, acceleration, service life, load capacity, transmission efficiency and rigidity. | Complex structure, high manufacturing difficulty, high manufacturing cost, high selling price | |
| Hydrostatic Screw | Friction resistance is very small, small wear and tear, high efficiency; no perlophone and vibration during operation; high transmission precision; | High requirements for the oil film; oil film thickness is affected by temperature and pressure, higher requirements for the working environment; special hydraulic systems are needed to provide pressure oil, increasing the complexity and cost of the system. |
Screw rod components are difficult to process and have high requirements for equipment.
There are two kinds of hardened and unhardened silk rod, the former has better wear resistance and can maintain machining accuracy for a longer period of time, but the machining process is complex, there must be a high-precision thread grinder and specialized heat treatment equipment, while the latter requires only a precision silk rod lathe. Screws are slender flexible shafts with poor rigidity, complex structural shape, high thread surface requirements, as well as steps, grooves, etc. Therefore, they are prone to deformation during the machining process, and therefore have high requirements for the machining process. And the internal thread of the nut requires precise matching with the external thread of the screw, the requirement for precision is also still very high. In addition, high-precision ball screws require fine grinding and processing of threads and grooves, which makes it difficult to improve production efficiency.
Processing difficulties:
(1) The outer circle and threads need to be processed several times to gradually reduce the cutting volume, thus gradually reducing the cutting force and internal stress, reducing the machining error and improving the machining accuracy.
(2) Every time after rough machining the outer circle and rough machining the thread, aging treatment should be carried out in order to eliminate the internal stress. The higher the precision requirement of the screw, the more times of aging treatment.
(3) Every time after aging treatment, the centre hole should be re-punched or the centre hole should be repaired and ground, in order to repair the deformation produced during aging treatment; and remove the oxidized skin, etc., so as to make the machining have a reliable and precise positioning base surface.
(4) Each time before processing threads, first process the outer circle of the screw (small amount of cutting), and then use the outer circle of the screw and the centre holes at both ends as the positioning surface to process threads, and gradually improve the accuracy of thread processing.
Type of screw machining process:
| Cold-rolled | The advantage is simplicity and short steps, but the cold working process, pressing out with moulds, has a low precision, only up to P7 level. | 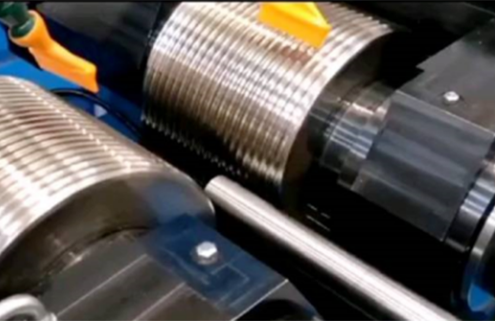 |
| Cyclone milling | Cyclone milling is that the cutter is driven by the cutter disc for high-speed rotary motion, the work-piece slowly axial entry, the cutter for radial deep cutting. Advantage is high productivity, and can achieve a certain degree of accuracy (P3 level, truncated profile accuracy ± 5μm, cylindricity 5μm, surface roughness value Ra = 0.4μm). Corresponding equipment is cyclone milling machine | 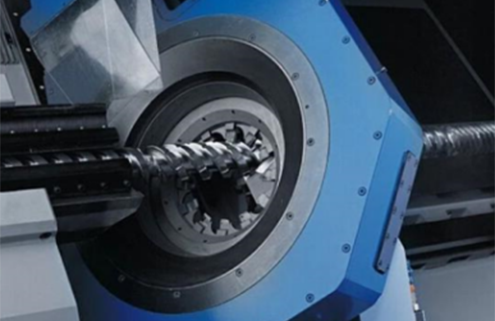 |
| Hard turning | It is also called turning instead of grinding, which adopts the hard turning technology of thread raceway, with fast production speed and high machining efficiency, but the precision is not as high as that of the grinding machine. The corresponding equipment is lathe. | 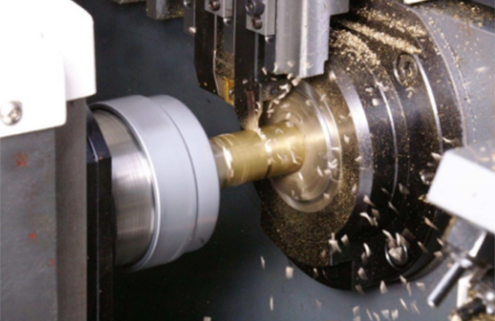 |
| Wheel Grinding | Processing and manufacturing is carried out in the way of turning and then grinding, where the raw material is turned to a certain precision, and then roughly ground and then finely ground to the required dimensions with a special screw grinder. The advantage of this processing method is high precision, which can reach P1 level. | 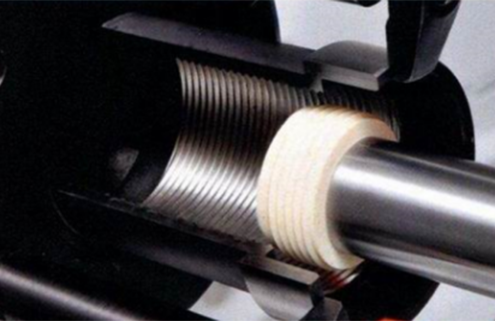 |
| Machinable parts | Precision | Efficiency | Price | |
| Cyclone milling | Screws, planetary rollers (threaded tracks can be machined, but the gear-like structure at both ends is difficult to machine) | Low. Accuracy can reach P3 level.
Tool deformation: The tool rotates fast, and the tool is easy to wear. Cutting heat: The high speed rotation of the tool disc generates relatively more cutting heat, and more heat will easily lead to the deformation of the screw. Surface roughness: tool wear and heat fluctuation will affect the stability of machining, resulting in difficult to control the surface roughness. |
High, the cutter disc drives the tool for high-speed rotary motion, the work piece slowly axial entry, the tool for radial depth cutting, production speed is faster than turning, suitable for mass production. | The main equipment is a rotary milling machine, which is on the low side compared to wheel grinding and hard turning. The price is expected to be around 500,000 |
| Hard turning |
Screw, planetary roller, nut (OK, but requires some changes to the head and stability is harder to maintain ) | Machining accuracy is lower than wheel grinding. The precision can reach P2-P3 level.
Tool deformation : If the tool rigidity is insufficient or the cutting amount is too large, it may lead to tool deformation, which in turn affects the machining accuracy. Cutting heat: Due to high cutting speed and cutting thickness, cutting heat will be generated, which will lead to deformation of the work piece, thus affecting the machining accuracy. Surface roughness : The roughness of the machined surface may not be easily controlled due to tool wear and fluctuations in the machining condition. |
Usually come with high speed, large depth of cut, metal removal efficiency is more than 3 times that of grinding processing, production speed is faster than wheel grinding, processing efficiency is higher. | The main equipment is a lathe, which is more expensive than a rotary milling machine, but less expensive than a wheel grinder. The price is about half a million. |
| Wheel grinding | Screw, Planetary Roller, Nut | High precision, can reach P1 level.
Tool deformation: Due to the small particle size and uniform distribution of the grinding wheel, the contact area between the abrasive edge and the workpiece can be reduced, thus reducing the error caused by cutting force and thermal deformation, and achieving higher machining Precision. Cutting heat: As the cutting speed of the abrasive particles is low and the cutting thickness is small, less cutting heat is generated, so the impact on machining accuracy is also smaller. Surface roughness: Since the grinding wheel has small grains and is evenly distributed, grinding can achieve higher surface accuracy and brightness. |
Rough grinding, then semi-finish grinding, then finish grinding with a customised wire rod grinder does not produce high speeds. For one pair of planetary roller screws, it usually takes 2 hours to complete, about 10 pairs a day. | The main equipment is external thread grinding machine and internal thread grinding machine. High-precision equipment is mainly imported at present, and the price is high.
The price is around 1-2 million. |
| Manufacturing process | ||
| Ladder Screw | Process | Cold Drawing → Knurling → Milling → Correction → Drilling → Cutting → Chamfering |
| Equipment | Cyclone milling screw machine | |
| Feature | Trapezoidal screw began to use turning processing, the process route includes ‘cold-drawn → knurling → thread → correction → drilling → cut off → chamfering’, but this processing method is inefficient, high cost. And due to the low rigidity of small round steel, turning, knurling easily deformed, can not produce small screw wheel. For this reason, the cyclone milling screw equipment was designed, not only to improve the speed, but also able to milling, knurling completed at once. The improved process reduces surface roughness and vibration caused by cutting force, but increases the cumulative error of pitch of small diameter workpieces (large diameter workpieces have less deformation). Trapezoidal screws are low cost and easy to install, but the coefficient of friction is large and the accuracy is not up to high standards. | |
| Ball screw | Process | Ball Screws– Screw part of the production procedure:
Material preparation → ball retreat (or tempering) → rough turning → semi-finishing turning → milling → straightening → repairing the centre hole → quenching → straightening → rough grinding of the outer circle → rough grinding of the raceway → straightening → researching the centre hole → fine grinding of the outer circle → fine grinding of the raceway Ball screw –Nut part of the production procedure: Blanks → fine turning → trimming → drilling → tapping → heat treatment → fine turning → grinding of external round → grinding of internal threads → loading of beads → assembly → straightening → grinding of centre hole → fine grinding of external round → fine grinding of raceway |
| Equipment | Thread grinding machine | |
| Feature | The processing difficulty of ball screws is higher than that of trapezoidal screws, and the machining process generally includes cutting (fine turning, semi-precision turning of external rounds and threads) – heat treatment – grinding (fine grinding, semi-precision grinding of external rounds and threads) and so on. | |
| Planetary Roller Screw | Process | Screw rod process flow
Wire rod blank→preparatory heat treatment→straightening→processing section and centre hole→rough turning→high-temperature aging and inspection→processing section and repairing centre hole→semi-finishing turning→milling→rough grinding→induction quenching and inspection→researching centre hole→rough grinding→flaw detecting→ageing and inspection→researching centre hole→semi-finishing grinding→low-temperature aging and inspection→milling keyway→grinding end threads→researching centre hole→finishing→stored. Nut machining process Nut blank→preparatory heat treatment→rough turning→high-temperature aging and inspection→semi-finish turning→milling thread→rough grinding→carburising and quenching and inspection→rough grinding→fault detection→ageing and inspection→semi-finish grinding→low-temperature aging and inspection→finish grinding→warehousing Roller processing flow Roller blank→preparatory heat treatment→straightening→machining end face and centre hole→rough turning→high-temperature aging and inspection→machining section and centre hole→semi-finish turning→hobbing→milling→rough grinding→surface nitriding and inspection→researching centre hole→rough grinding→flaw detecting→ageing and inspection→researching centre hole→semi-finish grinding→low-temperature aging and inspection→milling keyway→grinding end threads→researching centre hole→finish grinding→warehousing Processing flow of internal gear ring Material → forging billet → stress relief annealing → rough turning → tempering → semi-finishing turning → gear insertion → nitriding → powerful shot blasting → phosphating treatment → trimming the burrs, cleaning the surface → finished gears paired inspection |
| Equipment | Thread grinding machine | |
| Feature | Reverse planetary roller screw nut is very long, or internal thread, processing also need to have a tilt angle, the grinding wheel into the grinding, precision is difficult to control, the grinding wheel is a one-sided support, the longer the nut, the more the grinding wheel to go inside, the longer the grinding wheel extends, the more jitter, a very small jitter, then the tolerance is up to the micron level, so it is difficult to control the inside tolerances. Reverse planetary roller screws require customised specialised grinding machines. From the processing point of view, because the planetary roller screw relies on the thread engagement between the parts to achieve the transmission function, the processing accuracy of its thread will directly affect the transmission accuracy, service life, and smoothness of the system, and grinding is the main processing method of high-precision screw threads, the essence of grinding is that the surface of the grinding wheel has a lot of abrasive grains scratching, scribing, and cutting the surface of the workpiece, the use of the thread grinding machine high-speed rotation of the moulding wheel on the surface of the processed workpiece The surface of the workpiece is cut at high speed using a thread grinder with a high-speed rotating profile grinding wheel. Therefore, high-precision grinding machine equipment has become the core barrier for planetary roller screw processing and production. | |
As an important mechanical transmission components, screws play a key role in many fields. With the continuous development of the manufacturing industry, the performance and precision requirements of the screw rod will continue to improve, and I believe that under the continuous progress of technology, China will continue to optimise the screw rod machining process, so as to better meet the growing needs of various industries, and to promote the further development of the field of mechanical transmission.
If you have a need for screw machining equipment, please feel free to consult Shanghai ANTISHICNC. We have rich experience in manufacturing and applying lathe, milling machine and grinding machine, and can provide professional technical support for you.
For more equipment, please visit https://antsmachine.com/
Or email to contact@antsmachine.com
Our engineers will give you a very perfect solution.
Keywords: Thread turning, Thread milling, Thread milling machine, Thread lathe,Thread grinding machine