


Recently, Shanghai ANTISHICNC received an order inquiry from a professional marine equipment manufacturer in the UK. Specializing in the design, manufacturing and supporting services of marine propellers, propulsion systems and underwater thrusters, the customer aims to solve the high-precision machining challenge of keyways inside their couplings with this purchase.

Taking into account the customer’s actual working conditions and equipment requirements, we recommended the 630GS3 Medium-Speed Wire Cut EDM and completed a targeted optimization of the technical solution, delivering an efficient and reliable keyway machining solution for the client.
The customer specializes in the machining of core components for marine propulsion systems. The core requirements for this purchase are clear and specific:
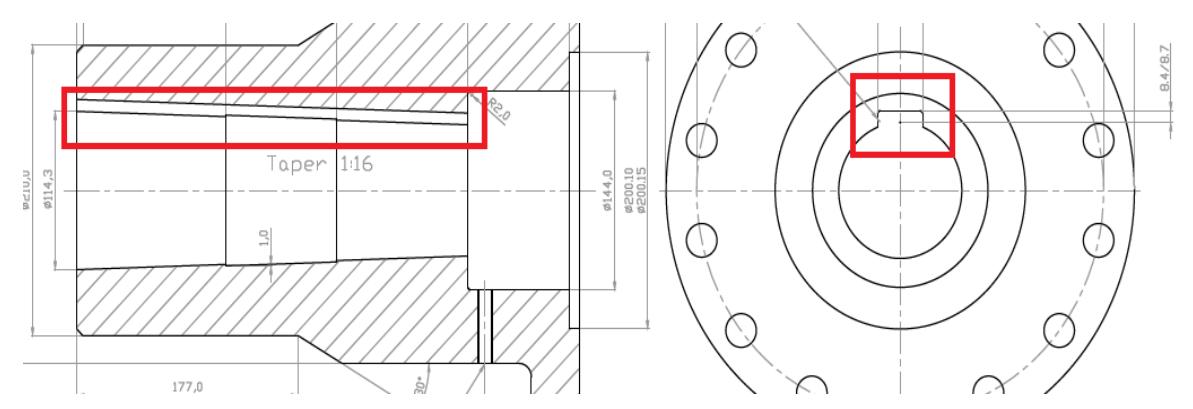
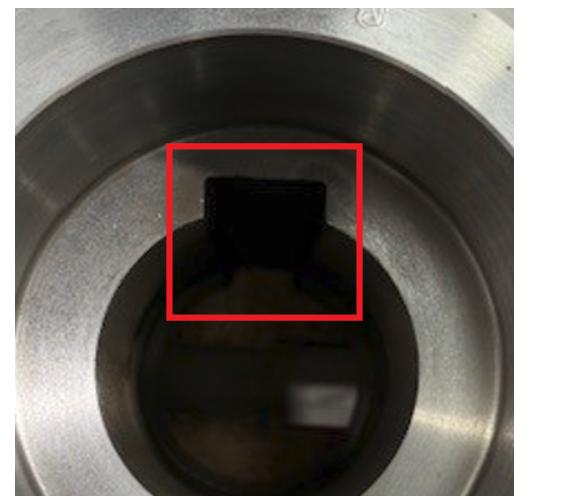
Machining Object: Keyways located in the center bore of couplings
 |
 |
Machining Accuracy: Dimensional tolerance of keyways to be within 0.05mm
Cutting Thickness: Workpiece cutting depth up to 500mm
Process Challenges: The coupling is a tapered hub-type workpiece, with keyways located inside the center bore. There are strict requirements for machining position accuracy, symmetry, and coaxiality. Traditional machining methods struggle to balance deep cutting, high precision, and surface quality.
Based on the above requirements, Antishicnc selected the 630GS3 Medium-Speed Wire Cut EDM as the matching solution:
The machine’s native X-axis travel of 630mm and Y-axis travel of 500mm fully match the customer’s machining range.
The Z-axis can be customized to a travel of 500mm, perfectly meeting the customer’s deep cutting needs for 500mm-thick workpieces.
The Z-axis lifting is upgraded to electric push-button control for easy operation, allowing quick adaptation to couplings of different heights for more efficient setup and machining.
CNC C-axis Indexing System: Equipped with high-precision CNC indexing capability to achieve high-accuracy angular positioning, perfectly matching the symmetrical machining requirements of keyways in coupling center bores and ensuring coaxiality between the keyway and the center bore axis.
No-tensioning / Auto Wire Tensioning Structure: Eliminates the need for frequent manual wire tensioning, reducing operator error and ensuring stable electrode wire tension during long cutting runs, improving accuracy consistency in deep cutting applications.
Professional Programming Software: Equipped with AutoCut V10.0 and NCCAD programming software, supporting workpiece measurement and rotary alignment functions. It simplifies programming and positioning of keyways in complex tapered bores, significantly reducing setup and alignment difficulty.
Core Advantages for Marine Keyway Machining:
1. High Precision Guarantee in Deep Cutting Applications
Equipped with a stable wire feeding system and optimized pulse power control, the machine maintains consistent electrode wire tension even at a cutting thickness of 500mm. This effectively solves taper errors and precision deviations common in deep cutting processes, reliably meeting the customer’s keyway accuracy requirement of 0.05mm.
2. CNC Indexing Solves Symmetry Challenges in Taper Bore Keyways
The CNC C-axis indexing system enables micron-level angular positioning, precisely matching the symmetry and position tolerance requirements of keyways in coupling taper bores. It eliminates common issues such as skewed keyways and poor coaxiality found in traditional machining methods, ensuring the assembly accuracy of marine propulsion system components.
3. Optimized Machining Process for Marine Alloy Materials
Pre-set with dedicated pulse power parameters and cutting speed curves for high-strength alloy steels commonly used in marine couplings, the machine effectively prevents over-burning and surface damage. It ensures keyway dimensional stability and surface finish, meeting the requirements for subsequent assembly and operation.
4. Heavy-Duty Bed Structure for Large Workpieces
The machine features a high-rigidity structural design with a maximum worktable load capacity of 700kg, providing stable support for large coupling hub workpieces. With low vibration and high stability during operation, it meets the precision consistency requirements for mass production of marine components.
The relevant parameter information of the 630GS3 medium-speed WEDM is as follows:
| Equipment model | Unit | 630GS3 |
| Dimension of the main frame (lwh) | mm | 2050*1550*2000 |
| Gross weight of equipment(width× length) | kg | 3000 |
| Worktable dimension
(width× length) |
mm | 880*600 |
| Travel of X axis | mm | 630 |
| Travel of Y axis | mm | 500 |
| Cutting thickness
|
mm | 600 |
| Impulse width | us | 1-250 |
| Ratio of output impulse interval to impulse width |
4—15 |
|
| Number of low-voltage tubes |
Piece |
0-15 |
| Number of high-voltage tubes | Piece | 0-3 |
| Servo speed | Grade | 0-15 |
| Servo tracking | Grade | 1-199 |
| Servo limit velocity | Grade | 1-500 |
| Wire carrying speed | Grade | 0-3 |
| Cutting times | Times | 1-7 |
| Minimum mechanical drive equivalence | um | 1 |
| Impulse resolution | um | 0.4 |
| Maximum cutting depth/workpiece thickness | ±6°/80 | |
| Maximum load of worktable | kg | 700 |
| Positioning accuracy X/Y | mm | ≤ 0.01 |
| Resetting accuracy X/Y | mm | ≤ 0.005 |
|
Best multiple cut accuracy |
mm |
≤ 0.005(diameter: 18 to the 8th,
height: 25mm, one for cutting, two for backup, material: SKD11 or Cr12,HRC58) |
| Best surface roughness | um | Ra 0.7 10mm*10mm*25mm
SKD11 , Cr12, HRC58) |
| Maximum cutting efficiency | mm2∕min | ≥ 220 |
| Common cutting efficiency | mm2∕min | ≥ 150 |
| Maximum processing current | A | ≤ 10 |
| Floating voltage of processing power supply | V | 100 |
| Consumed power | KW | ≤ 2.3 |
| Wire electrode diameter | mm | ∮0.12-∮0.2 |
| Wire carrying speed of the wire tube | Variable voltage and variable frequency | |
| Wire tightening mode | Bidirectional automatic wire tightening | |
| Wire carrying speed | m/s | 3-12 |
| Filtering accuracy | um | <5 |
| Filtering mode | Filtering mode of slow-speed wire cutting machine | |
| Working fluid | Special cutting fluid | |
| Power | 380V±10% / 50/60Hz / 2kVA | |
| Temperature | Temperature 15-30℃/humidity
40-80% |
|
| Air pressure | kpa | 86-106kpa |
At present, the 630GS3 Medium-Speed Wire Cut EDM is in the final stage of detail confirmation with the customer. All specifications, including customized travel parameters, electrical control configuration and software adaptation, have entered the final approval phase. It will then proceed to the precision manufacturing process as per the customer’s requirements, delivering a highly adapted and stable professional keyway machining solution.
For more information on machining solutions for marine precision components, please contact Shanghai Antishicnc at contact@antsmachine.com. Our technical team will match the most suitable medium-speed, high-speed or low-speed wire cut EDM solution according to your specific needs.